Setup, Operation manual – ACU-RITE MILLPWR 3 Axes User Manual
Page 199
SETUP
MILLPWR
®
Operation Manual
7-19
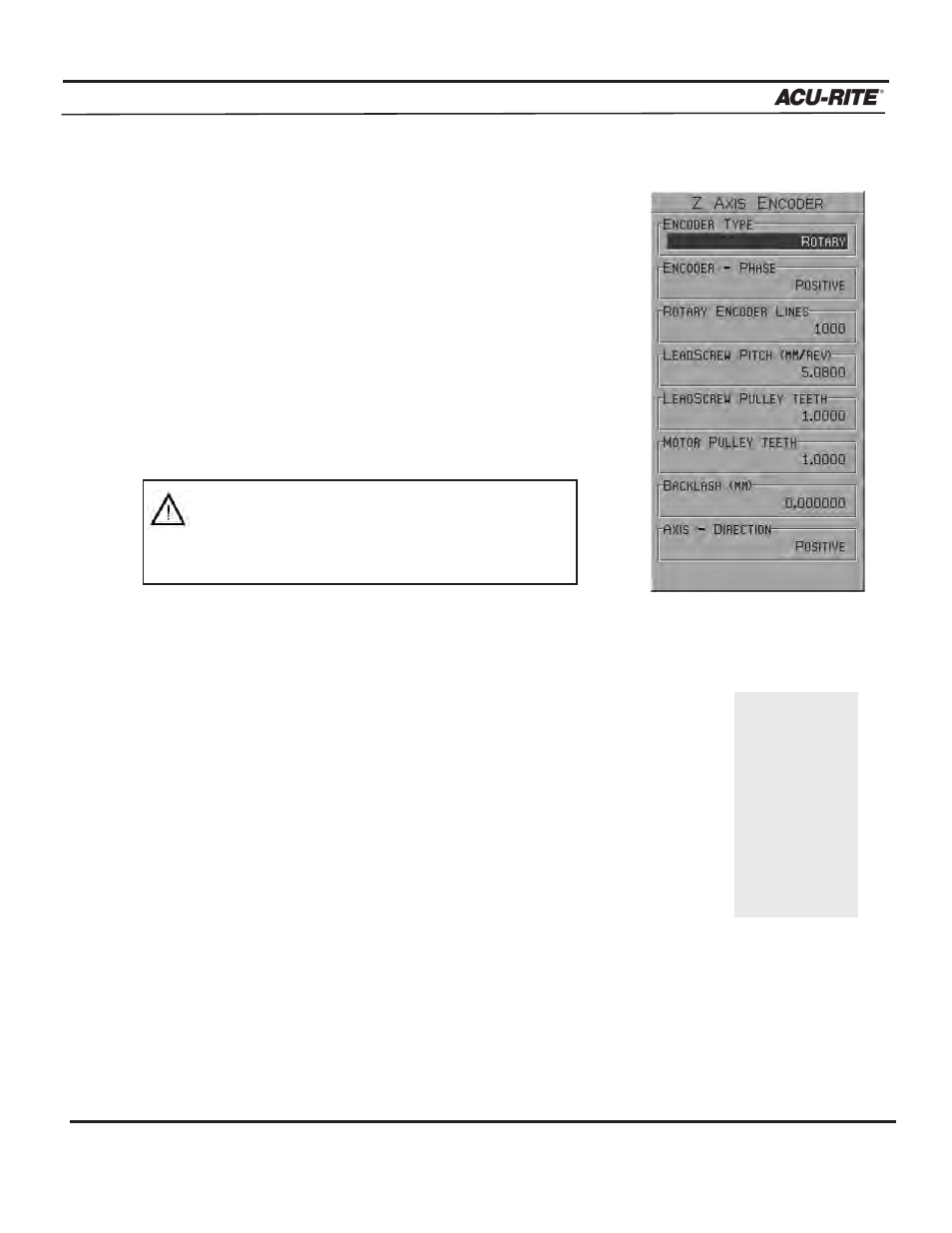
Encoder Setup
When your
MILLPWR
system was installed, the encoder type
should have been established. To change the encoder type,
select the appropriate softkey.
Also, when your
MILLPWR
system was installed, the encoder
count direction should have been established for each axis.
Each scale should have been assigned to move in either a posi-
tive or negative count direction, depending on how and where
the scales were mounted to your machine.
You can change the count direction for the Z- and W-axes. The
Z-axis measures the movement along the quill, and the W-axis measures movement along
the knee.
With
MILLPWR
’s
coupling feature, you can add, subtract, or average the
movements of two parallel axes—in this case the Z- and W-axes. Coupling
the Z-axis with the W-axis allows you to maintain your Z-axis datum and
tool offsets whether you move the Z-axis or the W-axis. When the axes are
coupled, both change the Z-axis DRO count value.
Be careful
about changing
the count direc-
tion and then
running an old
program—you
could get some
pretty strange
results!
You shouldn’t have to change your X- and Y-
axes encoder directions. Should you want your
count directions changed, please contact your
ACU-RITE distributor.