Setup, Operation manual – ACU-RITE MILLPWR 3 Axes User Manual
Page 198
SETUP
MILLPWR
®
Operation Manual
7-18
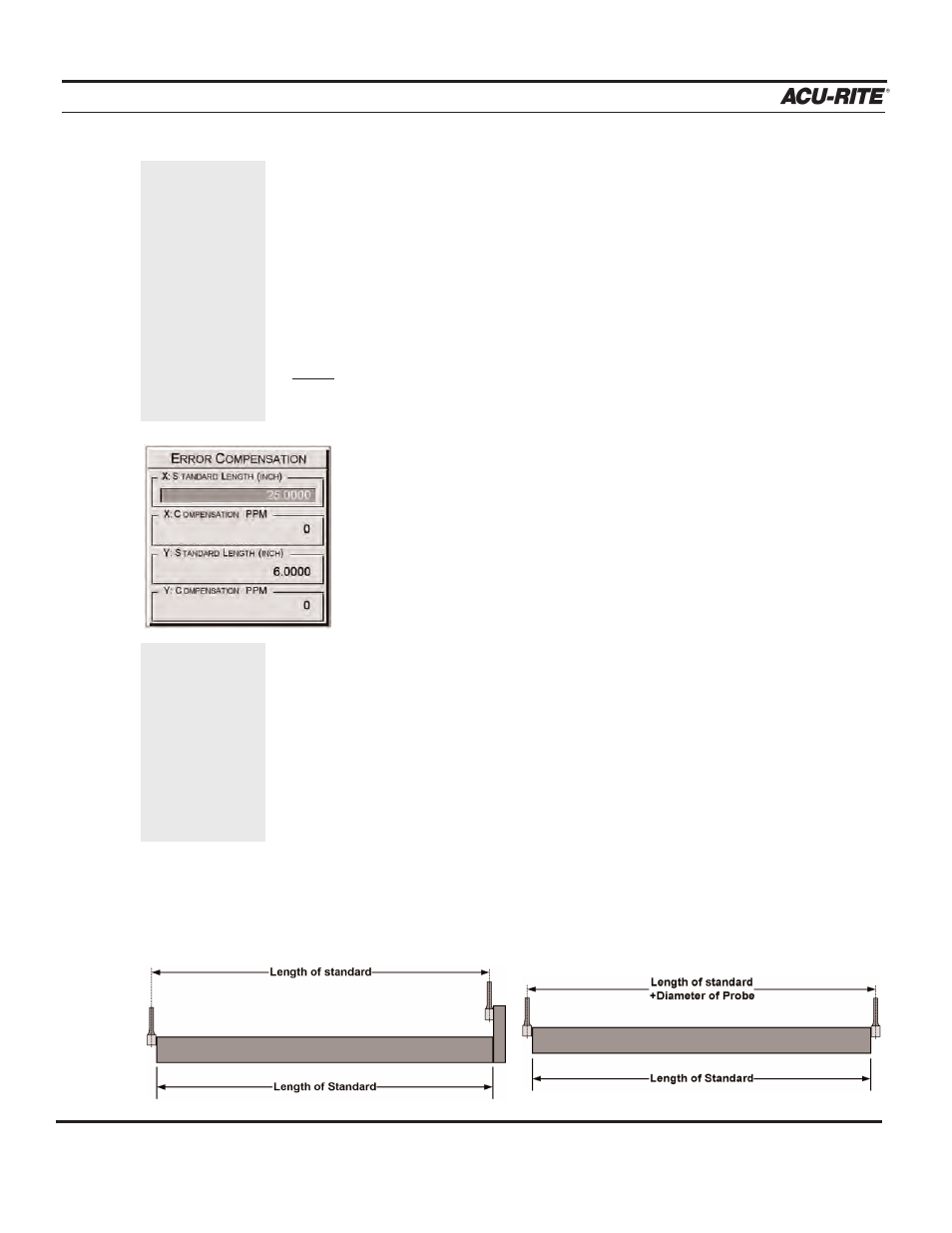
Error Compensation
MILLPWR
is able to automatically calculate and compensate for machine
tool wear.
If you know the error compensation value in parts per million (PPM), you
can enter it directly. Otherwise, use the following procedure to determine
the value for each axis:
Note: You can only perform error compensation for one axis at a time.
• Set up a standard of known length (e.g., a gage block), by indicat-
ing it in along the axis to be measured. Check that the standard is
straight and parallel with the axis you’re working with.
• Enter the length of the standard.
If you need to touch each end of the standard using opposite
edges of the electronic edge finder or mechanical indicator, be
sure to include its diameter when entering the length of the
standard. (Refer to the graphic below.)
• Touch one end of the standard and press the
FIRST POINT
softkey.
If you’re using an electronic edge finder, you won’t have to
press the first point softkey.
• Touch the opposite end of the standard and press the
SECOND
POINT
softkey. If you’re using an electronic edge finder, you
won’t have to press the second point softkey.
MILLPWR
will determine and automatically enter the correct com-
pensation factor in parts per million.
• Continue with Setup or press the
USE NEW SETTINGS
softkey.
Before perform-
ing linear error
compensation,
you need to
ensure that
your machine is
properly adjust-
ed. Refer to the
manufacturers’
instructions for
proper adjust-
ment proce-
dures.
Check between
the first and
second points
several times—
note the error
value to ensure
repeatability.