Program steps, Operation manual – ACU-RITE MILLPWR 3 Axes User Manual
Page 112
PROGRAM STEPS
MILLPWR
®
Operation Manual
5-16
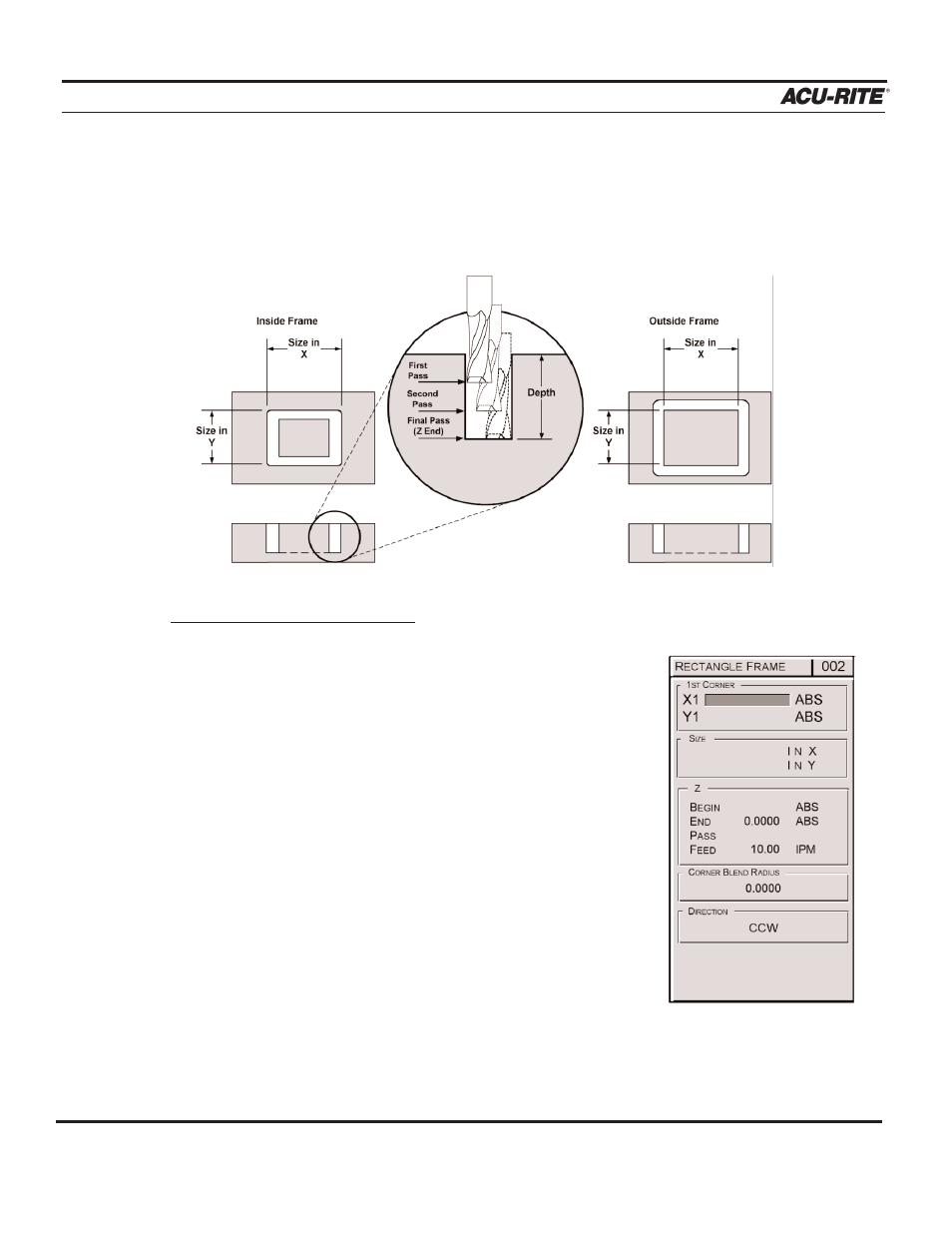
Frame
When you program a rectangular frame, you define it by its first corner, and its size
or diagonal corner.
To program a rectangular frame:
•
Press the
RECT
key.
•
Press the
FRAME
softkey.
•
Enter the X- and Y-axes coordinates for the frame's 1
ST
Corner.
•
In the “Size” field, enter the length of the frame along the
X- and Y-axes (unless you’re programming a 2
ND
Corner).
•
Enter the begin and end depths for the Z-axis.
•
Enter either the number of passes OR the distance
between each pass. “Pass” refers to the cuts that are used
to machine the pocket to its “End” depth.
•
Enter the Z-axis feed rate.
•
(Optional) Enter a corner blend radius.