Entering electrode data into a program, 1 electr odes – HEIDENHAIN TNC 406 User Manual
Page 94
HEIDENHAIN TNC 406, TNC 416
73
5.1 Electr
odes
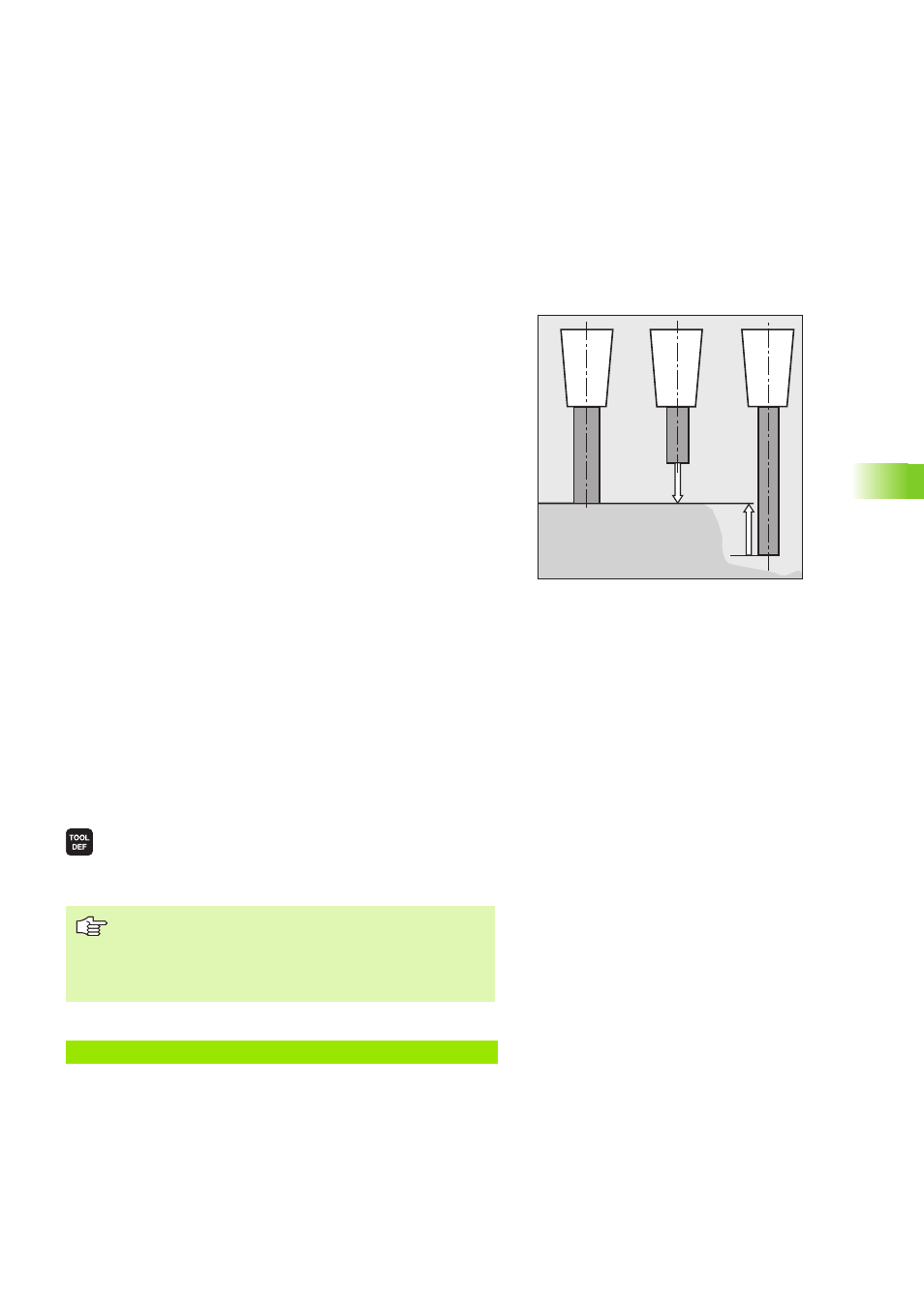
Determining the electrode length with a zero electrode
Sign of the electrode length L:
To determine the length:
8
Move zero electrode to the reference position in electrode axis
(such as workpiece surface with Z = 0).
8
If necessary, set datum in electrode axis to zero.
8
Insert electrode.
8
Move electrode to the same reference position as zero electrode.
8
The compensation value for length L of the electrode is displayed.
8
Write down the value and enter it later, or transfer the value with the
actual position capture function.
Entering electrode data into a program
For each electrode the electrode data can be entered once in the part
program:
Electrode number
Electrode length compensation value L
Electrode radius R
To enter the electrode data into a program block
The number, length and radius of a specific electrode is defined in the
TOOL DEF block of the part program.
8
To select tool definition, press the TOOL DEF key.
8
Tool number : Assign a number to the electrode
8
Tool length : Compensation value for the tool length
8
Tool radius : Compensation value for the tool radius
Example
L>L0:
The tool is longer than the zero tool
L The tool is shorter than the zero tool Z = 0 L = 0 L L + T N T 1 T 2 The electrode length L can be transferred directly into Cycle 3 TOOL DEF (see ”Cycle 3 TOOL DEF” on page 4 TOOL DEF 5 L+10 R+5
the electrode definition with the actual position capture
function (see ”Actual Position Capture” on page 84).
135) deletes the tool length from the TOOL DEF(inition)!