Returning to the interruption spot, Resuming program run with the goto key – HEIDENHAIN TNC 406 User Manual
Page 247
226
11 Test run and Program Run
1
1
.3 Pr
ogr
a
m r
u
n
Returning to the interruption spot
After interrupting machining with the NC Stop key, you can use the
Hand soft key to move the machine axes in the MANUAL mode, e.g.
to check the electrode for potential damage. Then you can have the
TNC reposition the electrode to the point of the interruption:
8
Interrupt program run: Press the NC Stop key, the * symbol in the
status display starts blinking.
8
Press the Hand soft key to be able to traverse the machine axes.
8
Using the axis-direction keys, move the electrode to any position.
8
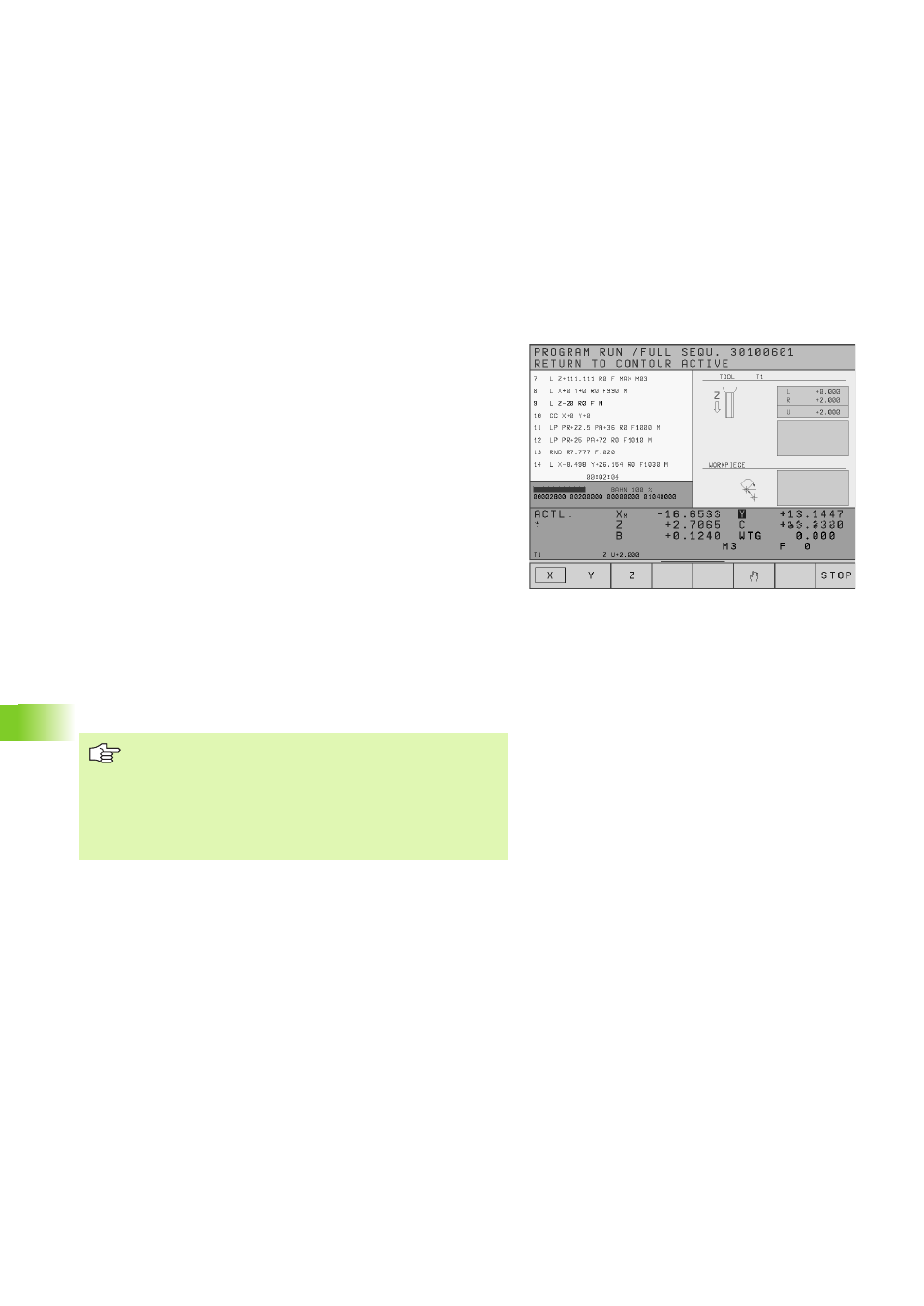
To reapproach the interruption position: Press the RESTORE
POSITION key and the TNC activates the ”Return to contour”
function (see figure at right).
8
Using the soft keys, select the axis to be repositioned and then
press NC Start.
8
Reposition all of the axes to the interruption point in the same way.
8
Resume program run with NC Start.
Resuming program run with the GOTO key
You can interrupt workpiece machining (PROGRAM RUN/FULL
SEQUENCE) and move the machine axes manually.
When a program is resumed by pressing the GOTO key,
program blocks that are located before the selected
block are ignored!
After manual positioning the TNC moves the axes to
incremental coordinates referenced to the actual
position of the tool, and not to the last programmed
position.