2 electrode compensation values, Electrode length compensation – HEIDENHAIN TNC 406 User Manual
Page 100
HEIDENHAIN TNC 406, TNC 416
79
5.2 Electr
ode Compensation V
a
lues
5.2 Electrode Compensation Values
For each electrode, the TNC takes the compensation value for the
electrode length into account for the electrode axis. In the working
plane, it compensates the electrode radius.
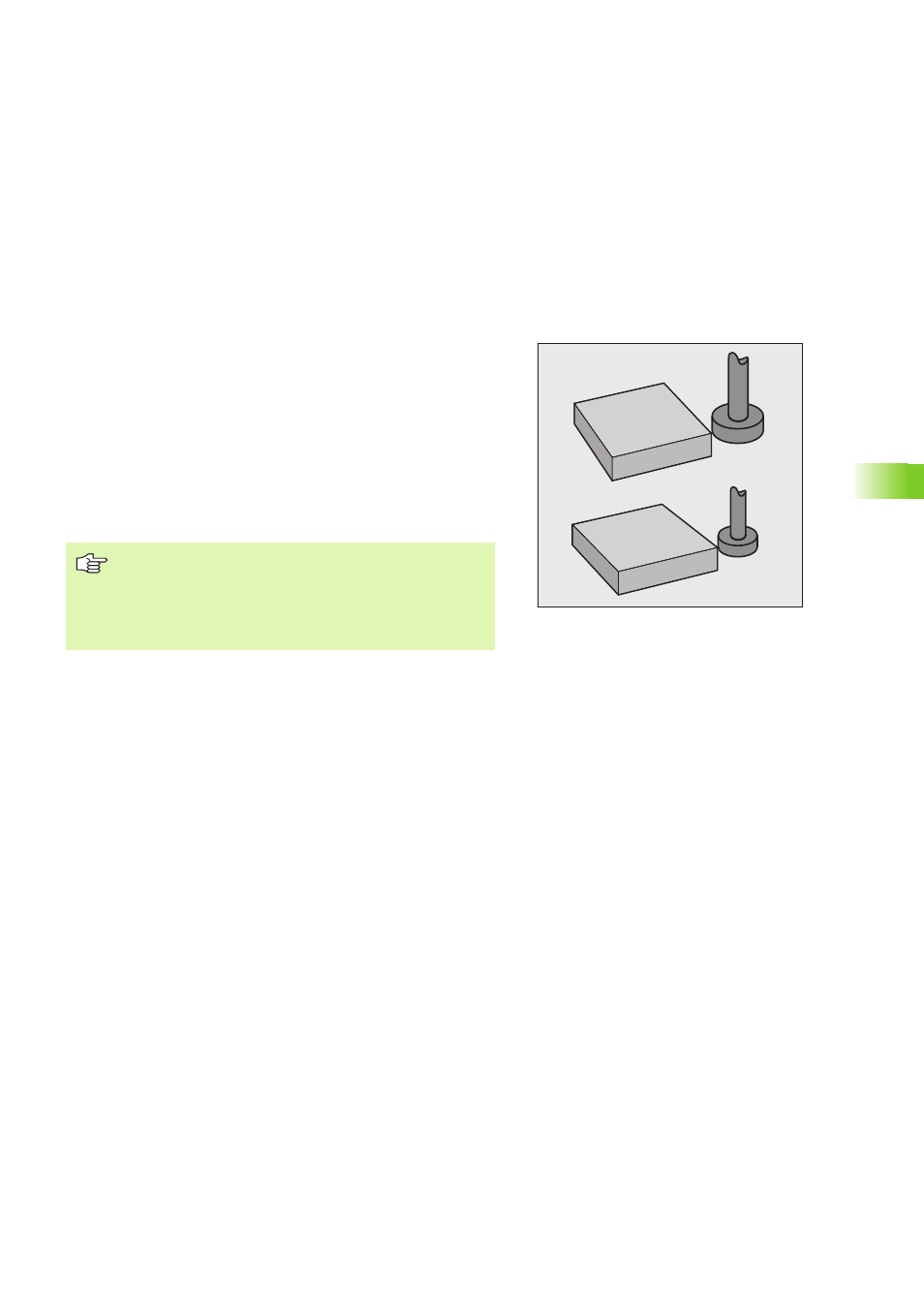
Electrode length compensation
The compensation value for the electrode length goes into effect
automatically as soon as an electrode is called and the spindle axis is
moved.
The compensation value for the electrode length is cancelled by calling
an electrode with length L = 0.
If a positive length compensation was active before TOOL
CALL 0, the distance to the workpiece will be reduced.
If the electrode axis is positioned incrementally
immediately following a TOOL CALL, then in addition to
the programmed value the length difference between the
old and new electrodes will also be traversed.