Machining open contours: m98 – HEIDENHAIN TNC 406 User Manual
Page 145
124
7 Programming: Miscellaneous functions
7.
3 Miscellaneous F
u
nctions f
o
r Cont
our
ing Beha
vior and Coor
dinat
e D
ata
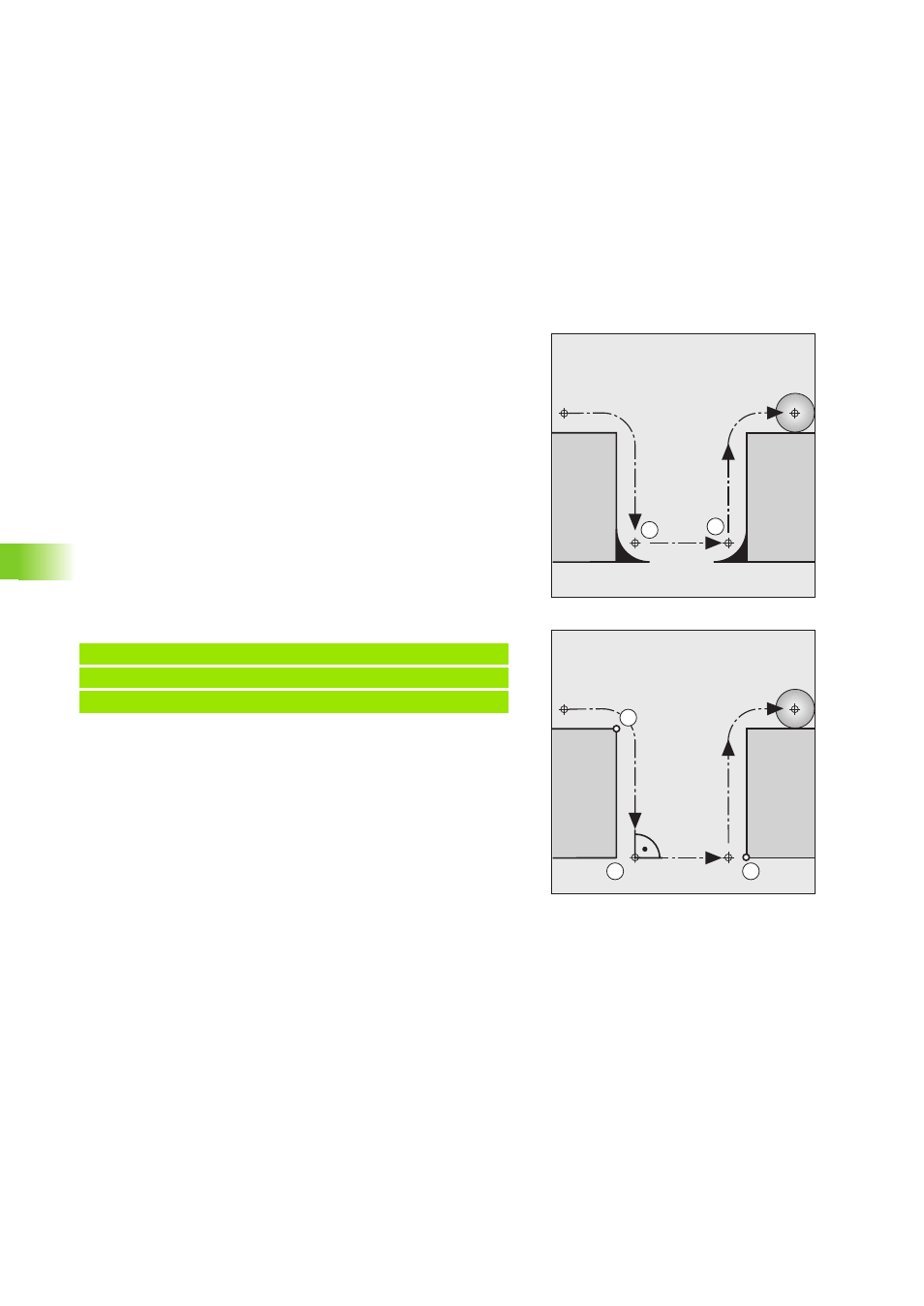
Machining open contours: M98
Standard behavior (without M98)
The TNC calculates the intersections of the electrode paths at inside
corners and moves the tool in the new direction at those points.
If the contour is open at the corners, however, this will result in
incomplete machining.
Behavior with M98
With the miscellaneous function M98, the TNC temporarily suspends
radius compensation to ensure that both corners are completely
machined.
Effect
M98 is effective only in the blocks in which it is programmed.
M98 takes effect at the end of block.
Example NC blocks
Move to the contour points 10, 11 and 12 in succession:
Programming machine-referenced coordinates:
M91/M92
Scale reference point
The scales are provided with one or more reference marks. A
reference mark indicates the position of the scale reference point.
If the scale has only one reference mark, its position is the scale
reference point. If the scale has several (distance-coded) reference
marks, the scale reference point is the position of the left-most
reference mark (at the beginning of the measuring range).
Machine datum
The machine datum is required for the following tasks:
Defining the limits of traverse (software limit switches)
Moving to machine-referenced positions (such as tool change
positions)
Setting the workpiece datum
The distance in each axis from the scale reference point to the
machine datum is defined by the machine tool builder in a machine
parameter.
Standard behavior
The TNC references coordinates to the workpiece datum.
10 L X ... Y... RL F
11 L X... IY-... M98
12 L IX+ ...
S
S
10
11
12