HEIDENHAIN TNC 406 User Manual
Page 146
HEIDENHAIN TNC 406, TNC 416
125
7.
3 Miscellaneous F
u
nctions f
o
r Cont
our
ing Beha
vior and Coor
dinat
e D
ata
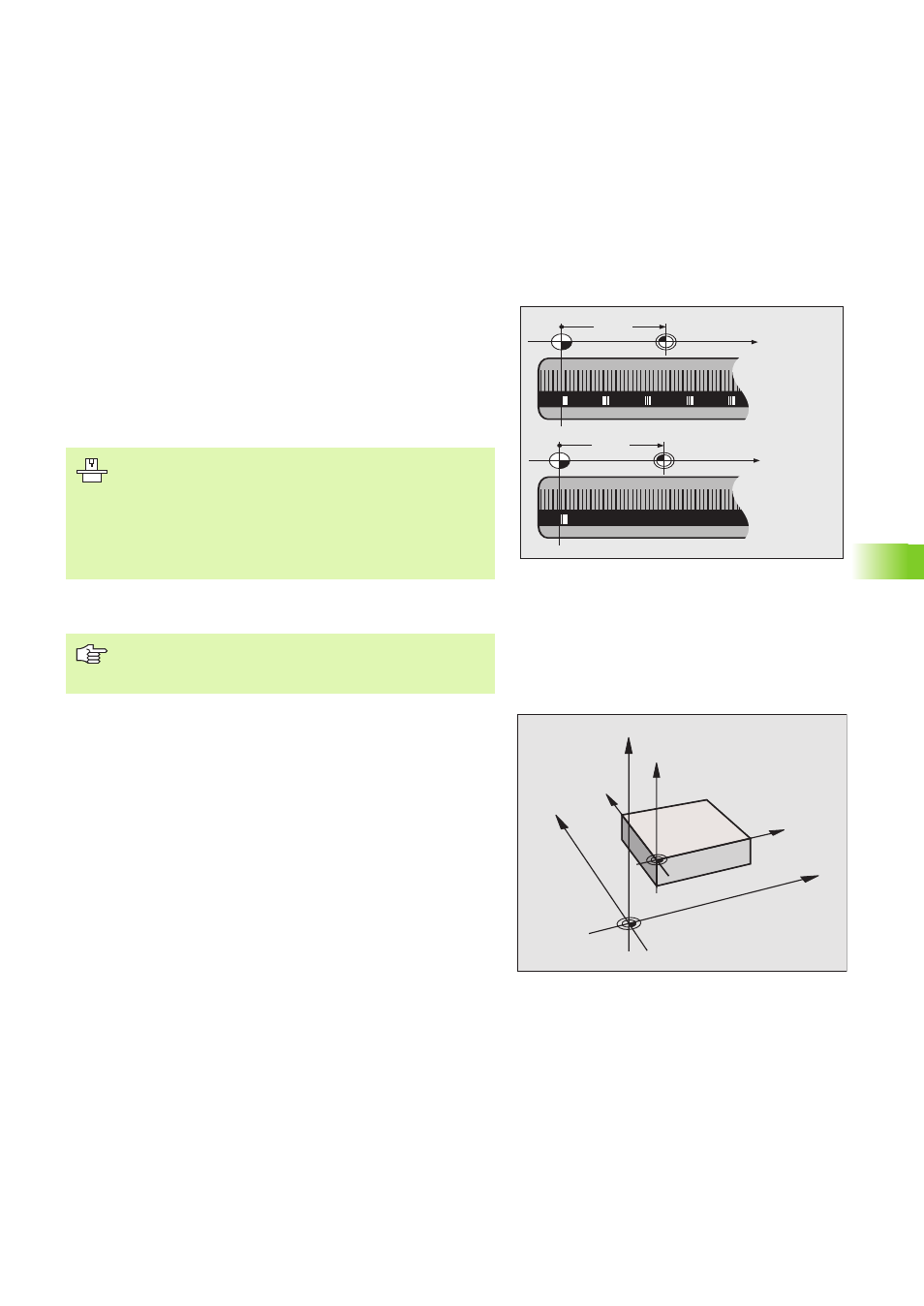
Behavior with M91 – Machine datum
If you want the coordinates in a positioning block to be referenced to
the machine datum, end the block with M91.
The coordinate values on the TNC screen are referenced to the
machine datum. Switch the display of coordinates in the status display
to REF (see also ”Status Display” on page 9).
Behavior with M92 – Additional machine datum
If you want the coordinates in a positioning block to be based on the
additional machine datum, end the block with M92.
Effect
M91 and M92 are effective only in the blocks in which they are
programmed.
M91 and M92 take effect at the start of block.
Workpiece datum
The position of the datum for the workpiece coordinates is defined in
the MANUAL OPERATION mode (see also ”Datum Setting” on page
22). The user enters the coordinates of the datum for workpiece
machining in this mode.
Retracting electrode to block starting point at
end of block: M93
Standard behavior
The TNC executes the NC blocks as programmed.
Behavior with M93
The TNC retracts the electrode at the end of a block and moves it back
to the starting point of this block. This function can be used not only
with linear but also with circular and helical movements.
M93 is effective only in the blocks in which it is programmed, and only
if M36 (eroding ON) is active.
In addition to the machine datum, the machine tool builder
can also define an additional machine-based position as a
reference point.
For each axis, the machine tool builder defines the
distance between the machine datum and this additional
machine datum. Refer to the machine manual for more
information.
Radius compensation remains the same in blocks that are
programmed with M91 or M92. The tool length, however,
is not compensated.
X(Z,Y)
X
MP
X(Z,Y)
X
MP
Z
X
Y
Z
Y
X
M