2 contour approach and departure, Starting point and end point of machining – HEIDENHAIN TNC 406 User Manual
Page 109
88
6 Programming: Programming Contours
6.2 Cont
our Appr
oac
h
and Depar
tur
e
6.2 Contour Approach and
Departure
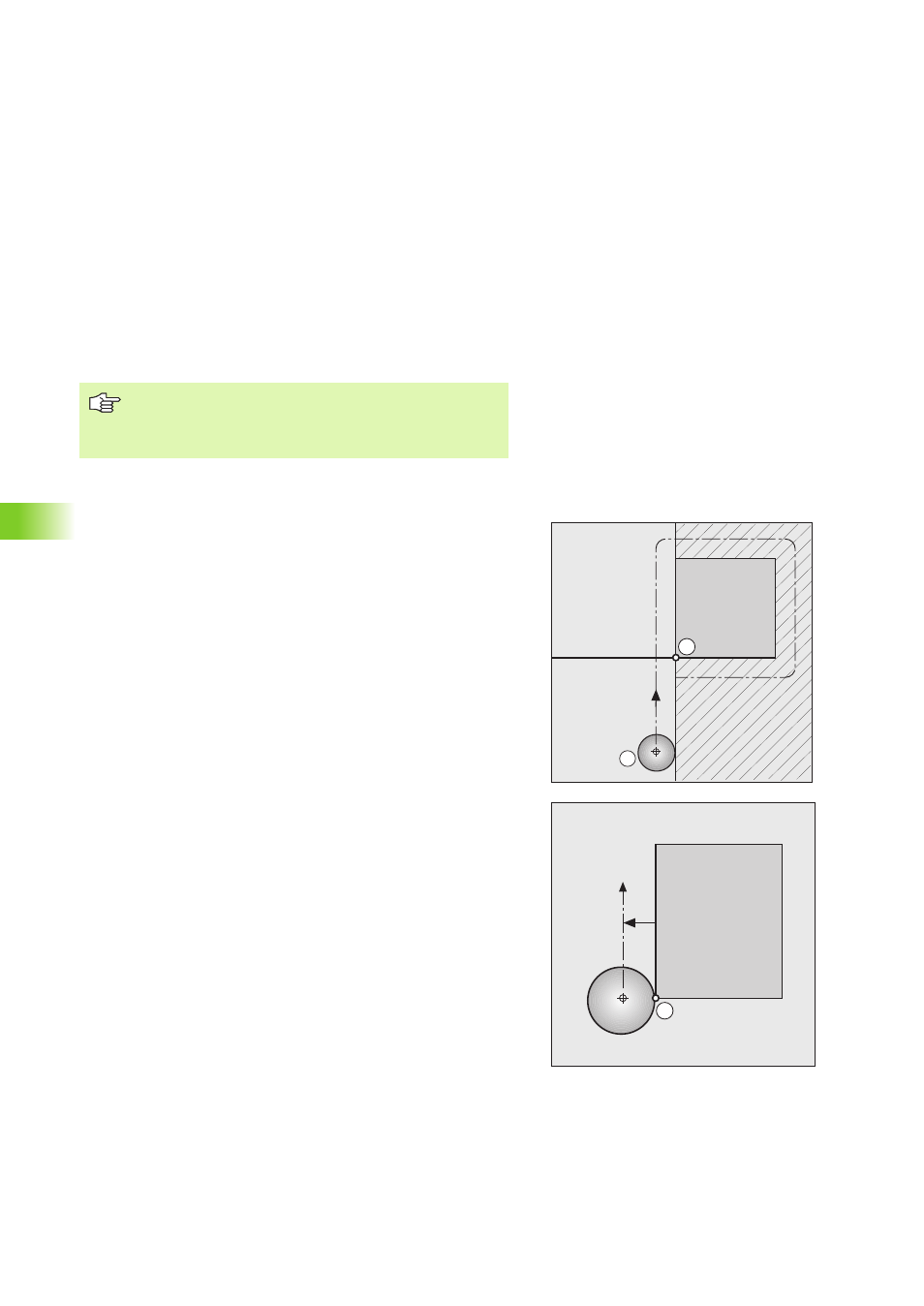
Starting point and end point of machining
Starting point S
From the starting point S the electrode approaches the first contour
point A.
The starting point is programmed without radius compensation.
The starting point S must be:
Approachable without danger of collision
Close to the first contour point
Located in relation to the workpiece such that no contour damage
can occur when the contour is approached.
If the starting point S is located within the hatched area, the contour
will be damaged when the first contour point is approached.
The ideal starting point is located on the extended tool path for
machining the first contour element.
First contour point A
Machining begins at the first contour point A. The electrode moves to
this point with radius compensation.
A convenient way to approach or depart the workpiece is
on an arc which is tangential to the contour. This is done
with the corner rounding function (see ”Corner rounding
RND” on page 97).
A
S
RL
A
RL