4 p ath cont ours — car tesian coor dinat es – HEIDENHAIN TNC 406 User Manual
Page 125
104
6 Programming: Programming Contours
6.4 P
ath Cont
ours — Car
tesian Coor
dinat
es
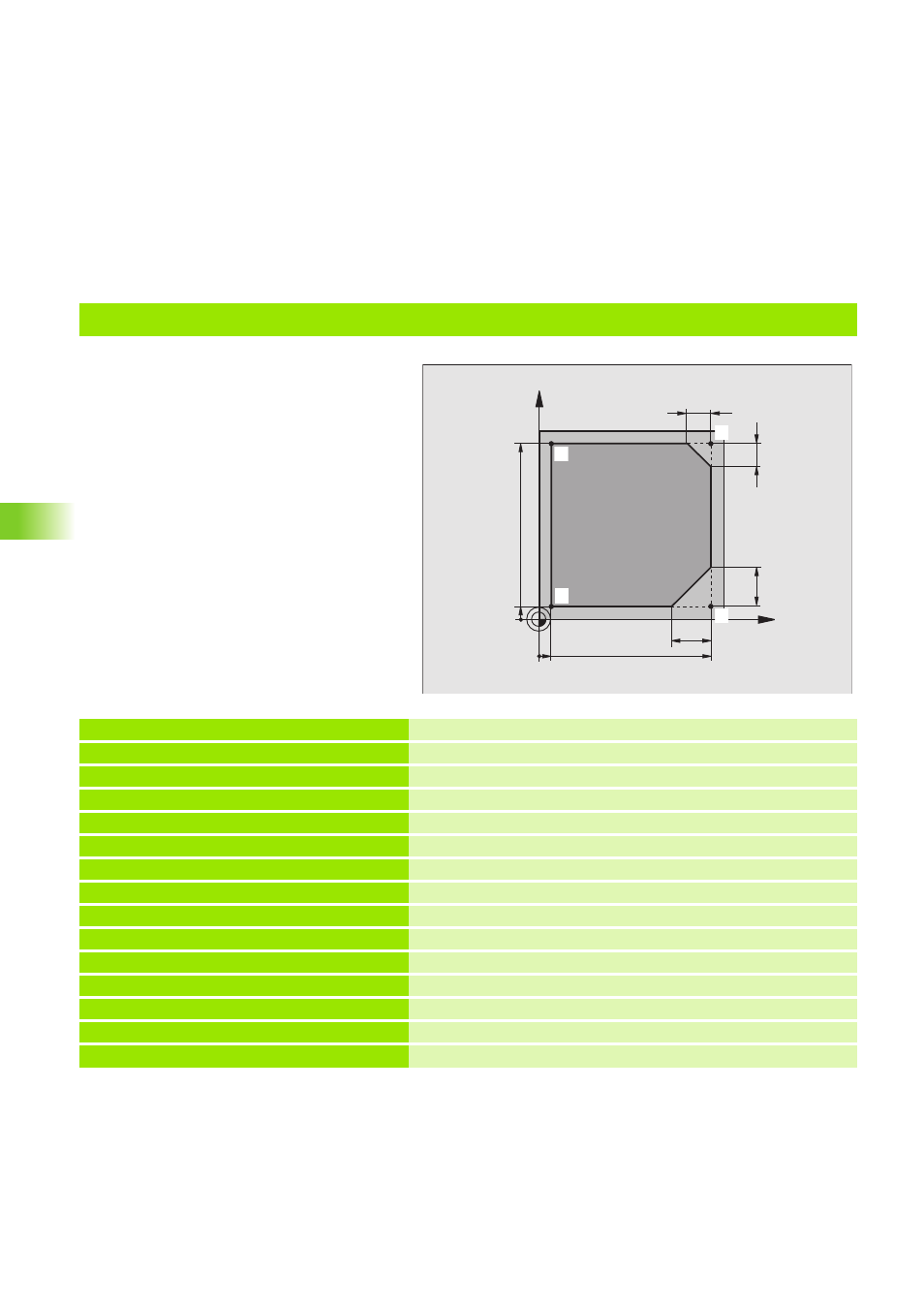
Example: Linear movements and chamfers with Cartesian coordinates
0 BEGIN PGM LINEAR MM
Start of program, program name LINEAR, dimensions in mm
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Define blank form for graphic workpiece simulation
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 CYCL DEF 1.0 GENERATOR
Cycle GENERATOR (see ”Cycle 1 GENERATOR” on page 133)
4 CYCL DEF 1.1 P-TAB CUST
Select erosion table (here, table CUST)
5 CYCL DEF 1.2 MAX=3 MIN=3
Set power stage (here, to stage 3)
6 TOOL DEF 1 L+0 R+15
Define electrode in the program
7 TOOL CALL 1 Z U+1
Call electrode in the infeed axis Z, undersize 1 mm
8 L Z+100 C+0 R0 F MAX M
Retract in the infeed axis; orient electrode; rapid traverse
9 L X-10 Y-10 R F MAX M
Pre-position in X and Y; rapid traverse
10 L Z–10 R F MAX M
Move to working depth
11 LX+5 Y+5 RL F M36
Approach the contour at point 1 with radius compensation; eroding ON
13 L Y+95 R F M
Move to point 2
14 L X+95 R F M
Point 3: first straight line for corner 3
15 L 10
Program chamfer with length 10 mm
X
Y
95
5
95
5
10
10
20
20
1
1
1
2
1
3
4