Tangential contour approach and departure, 2 cont our appr oac h and depar tur e – HEIDENHAIN TNC 406 User Manual
Page 112
HEIDENHAIN TNC 406, TNC 416
91
6.2 Cont
our Appr
oac
h
and Depar
tur
e
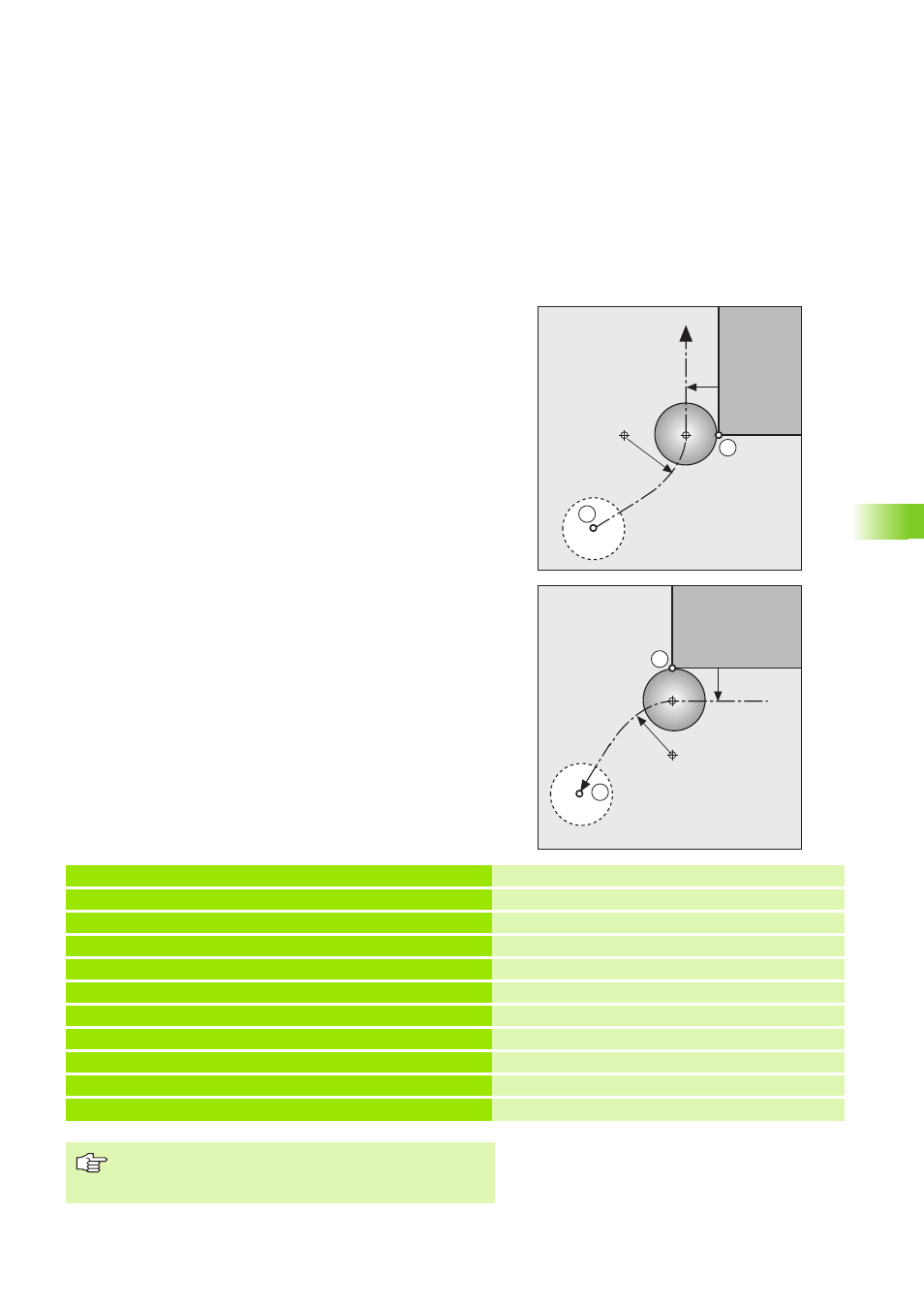
Tangential contour approach and departure
Starting point and end point
The starting point and end point of machining are off the workpiece
near the first or last contour element.
The tool path to the starting or end point is programmed without radius
compensation.
Input
The RND function is entered at the following points in the program:
For the approach path, RND is programmed after the block
containing the first contour element (the first block with radius
compensation RL/RR).
For the departure path, RND is programmed after the block
containing the last contour element (the last block with radius
compensation RL/RR).
Example NC blocks
A
S
R0
R
RL
B
E
R0
R
RL
...
7 L X ... Y ... RO
Starting point S
8 L X ... Y ... RL
First contour point A
9 RND R
Tangential approach
...
CONTOUR ELEMENTS
...
52 L X ... Y ... RL
Last contour point B
53 RND R
Tangential departure
54 L X ... Y ... RO
End point E
...
The radius in the RND function must be selected such that
it is possible to perform the circular arc between the
contour point and the starting point or end point.