Circular path c around circle center cc, 4 p ath cont ours — car tesian coor dinat es – HEIDENHAIN TNC 406 User Manual
Page 121
100
6 Programming: Programming Contours
6.4 P
ath Cont
ours — Car
tesian Coor
dinat
es
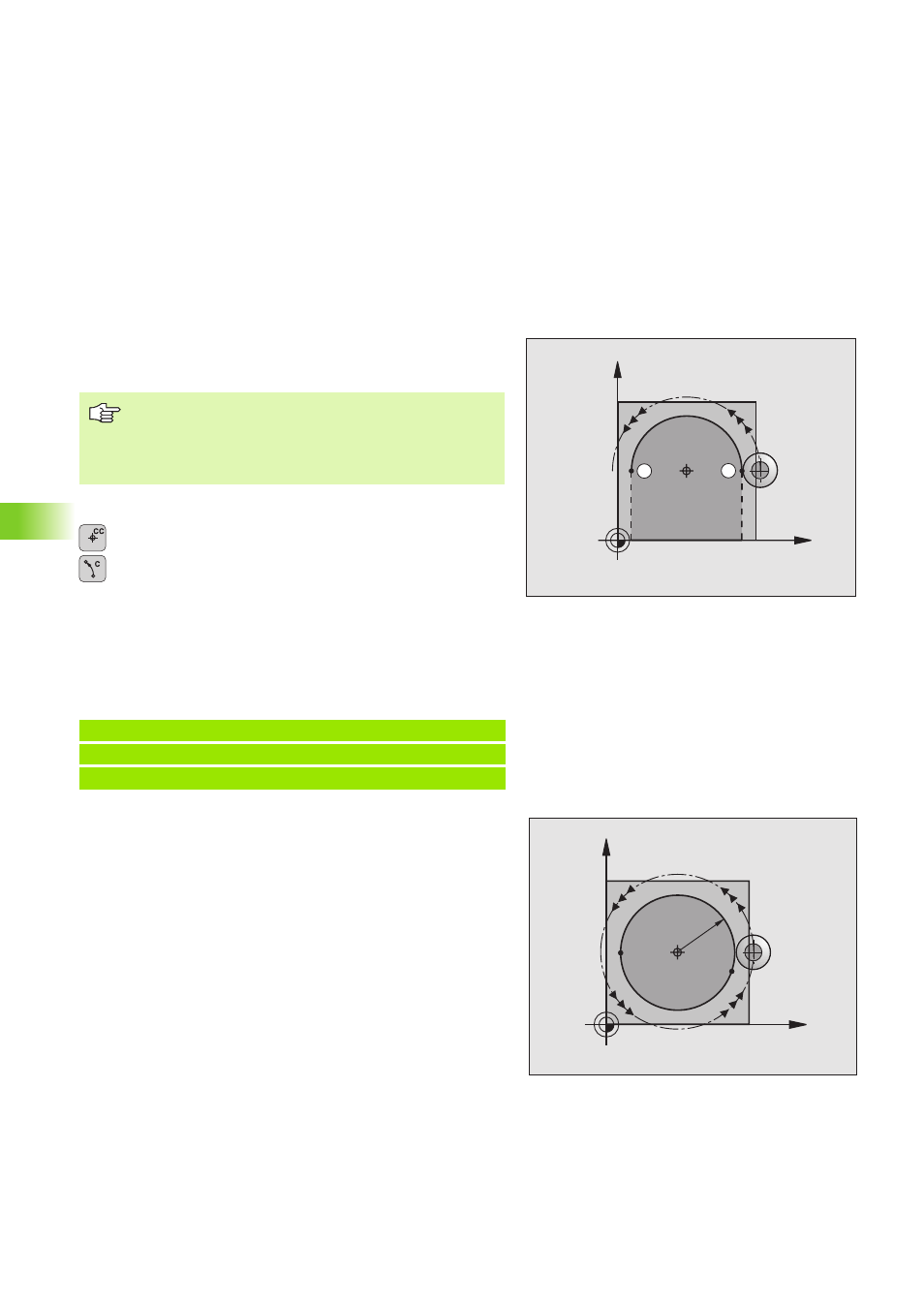
Circular path C around circle center CC
Before programming a circular path C, you must first enter the circle
center CC. The last programmed tool position before the C block is
used as the circle starting point.
8
Move the tool to the circle starting point.
8
Coordinates
of the circle center
8
Enter the coordinates of the arc end point
8
Direction of rotation DR
Further entries, if necessary:
8
Linear coordinates
8
Feed rate F
8
Miscellaneous function M
Example NC blocks
Full circle
To program a full circle you must enter two C blocks in succession:
The end point of the first semicircle is the starting point of the second
circle. The end point of the second semicircle is the starting point of
the first.
The easiest method of programming a full circle is described on
page 111.
If you are using an electrode with tool compensation in
the XY plane, you must rotate the electrode in synchrony
with the angle on circular arcs. For example, for a
semicircle you must rotate the C axis by 180°
(incremental).
5 CC X+25 Y+25
6 L X+45 Y+25 RR F M
7 C X+5 Y+25 IC +180 DR+ R F M
S
E
X
Y
CC
X
Y
CC
S
1
=E
2
E
1
=S
2
R