Pcon-ca/cfa, Power con, 4] pressing operation – IAI America PCON-CA User Manual
Page 102: Chapter 3 operation, Sample use, Press-fitting process caulking process
Chapter 3 Operation
POWER CON
PCON-CA/CFA
94
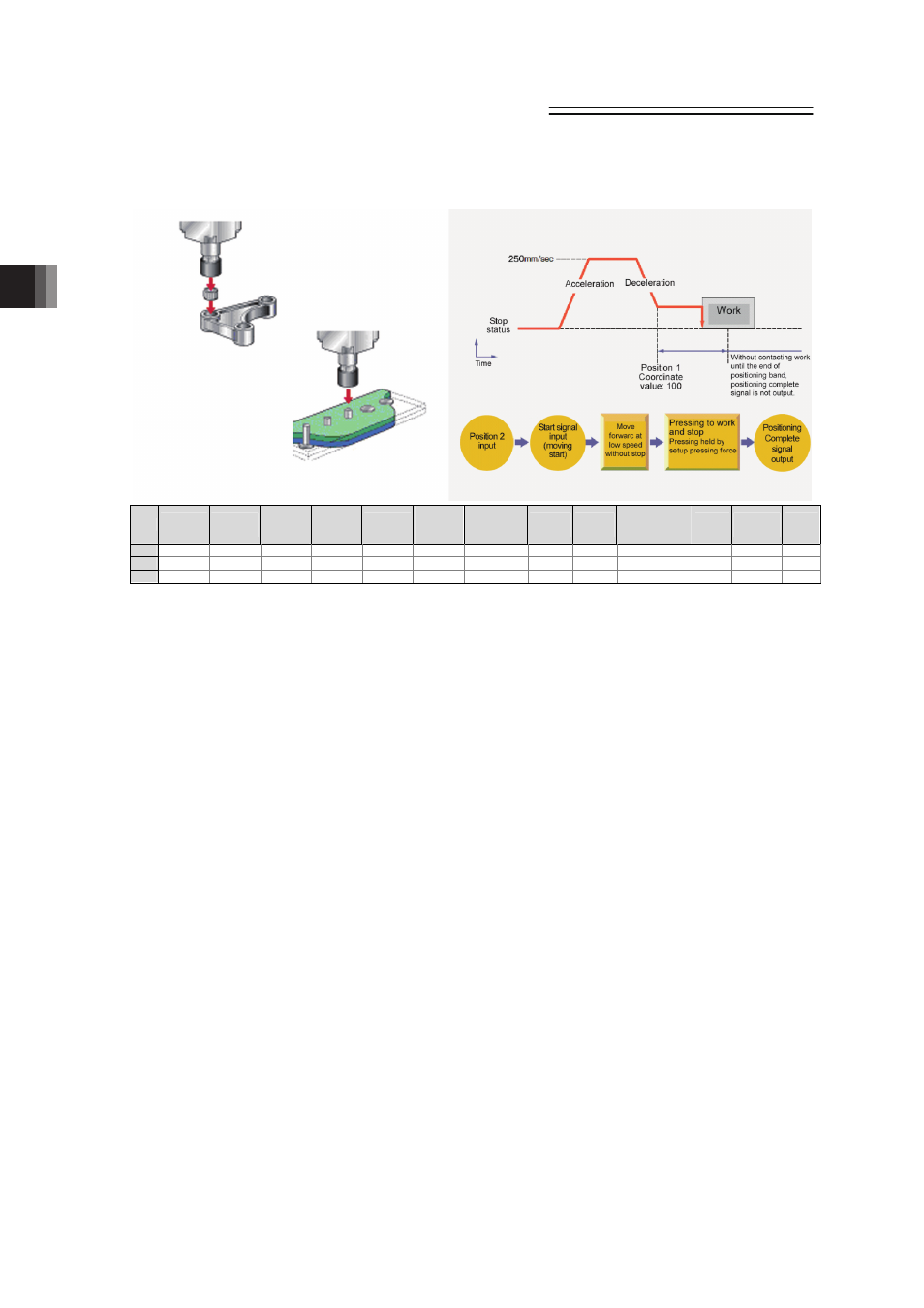
[4] Pressing operation
Sample use
No.
Position
[mm]
Velocity
[mm/s]
Accele-
ration
[G]
Decele-
ration
[G]
Pressing
[%]
Thresh-
old
[%]
Positioning
width
[mm]
Zone+
[mm]
Zone-
[mm]
Acceleration/
Deceleration
mode
Incre-
mental
Transported
load
Stop
mode
0
1
0.00
250.00
0.20
0.20
0
0
0.10
0.00
0.00
0
0
0
0
2
100.00
250.00
0.20
0.20
50
0
50.00
0.00
0.00
0
0
0
0
(Position No.2 sets pressing operation.)
Control method
1) The method of controlling the pressing operation is the same as that described in [1]
Positioning except the setting of the position table. Any setting of “Pressing” in the position
table allows the pressing operation to be done. “Positioning width” is assumed as pressing
operation distance.
2) The actuator moves at the setting speed and rating torque to the position of the coordinate
set in “Position” in the similar way as normal positioning. Then the operation changes to
pressing. The moving distance in pressing is the value set in “Positioning width”. The
pressing is performed with the torque (current limit value) set in percent in “Pressing” of
PIO patterns 1 to 3 being the upper limit.
3) The control method is the same as that in [1] Positioning. However, the processing of
positioning complete signal PEND is different from that in [1] Positioning.
PEND is output when the shaft is stopped by pressing (pressing complete). If the work is
not subject to pressing (miss-pressing), the actuator moves by the value set in “Positioning
width” to stop but PEND is not turned ON.
Velocity
1)
2)
3)
4)
5)
1) 2)
3)
4) 5)
Positioning width 50
Press-fitting process
Caulking process