Returning to the contour – HEIDENHAIN TNC 410 ISO Programming User Manual
Page 408
382
11 Test Run and Program Run
11
.4
P
ro
g
ra
m
R
u
n
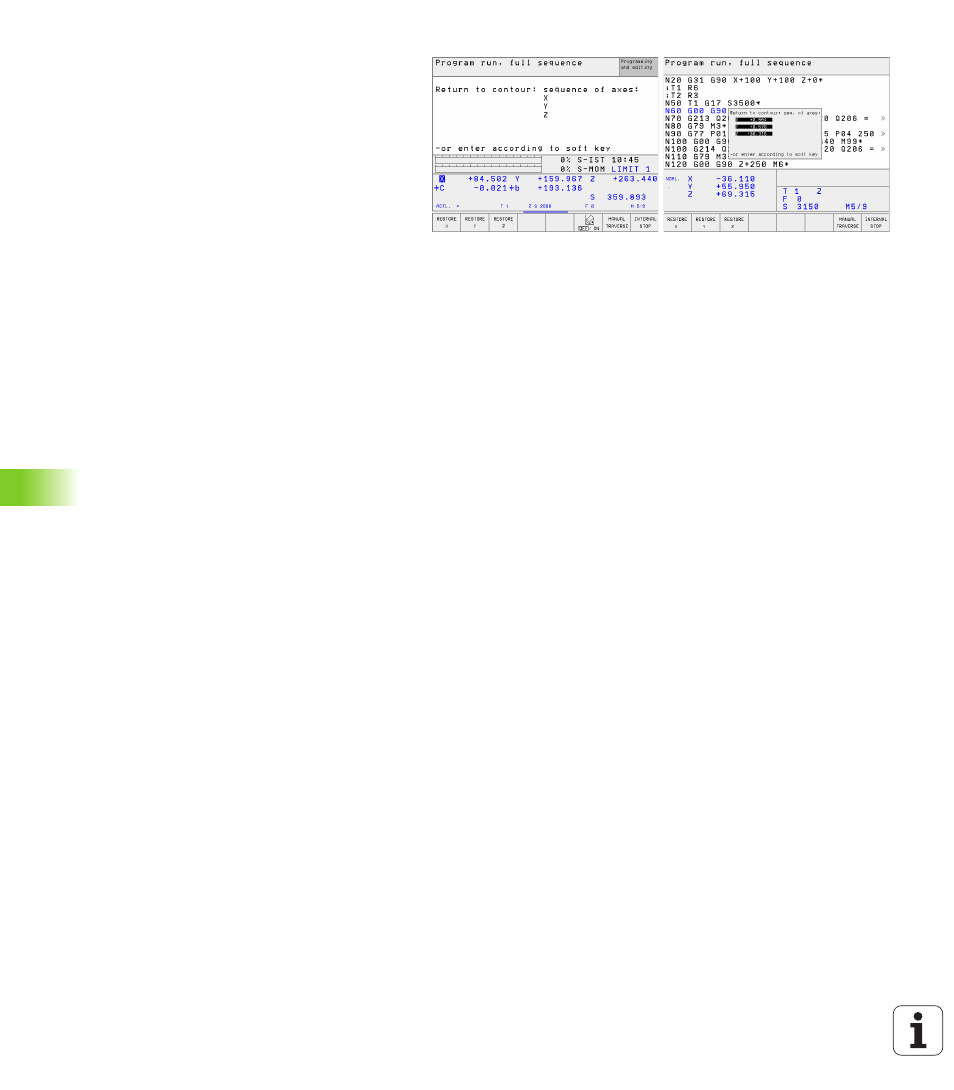
Returning to the contour
With the RESTORE POSITION function, the TNC
returns to the workpiece contour in the following
situations:
n
Return to the contour after the machine axes
were moved during a program interruption that
was not performed with the INTERNAL STOP
function.
n
Return to the contour after a block scan with
RESTORE POS AT N, for example after an
interruption with INTERNAL STOP.
n
Additionally on the TNC 426 and TNC 430:
Depending on the machine, if the position of an
axis has changed after the control loop has been
opened during a program interruption:
U
U
U
U
To select a return to contour, press the RESTORE
POSITION soft key.
U
U
U
U
To move the axes in the sequence that the TNC
suggests on the screen, press the machine
START button.
U
U
U
U
To move the axes in any sequence, press the soft
keys RESTORE X, RESTORE Z, etc., and activate
each axis with the machine START key.
U
U
U
U
To resume machining, press the machine START
key.