2 t o ol d a ta – HEIDENHAIN TNC 410 ISO Programming User Manual
Page 131
HEIDENHAIN TNC 410, TNC 426, TNC 430
105
5.2 T
o
ol D
a
ta
Leaving the tool table
U
U
U
U
Call the file manager and select a file of a different type, such as a
part program.
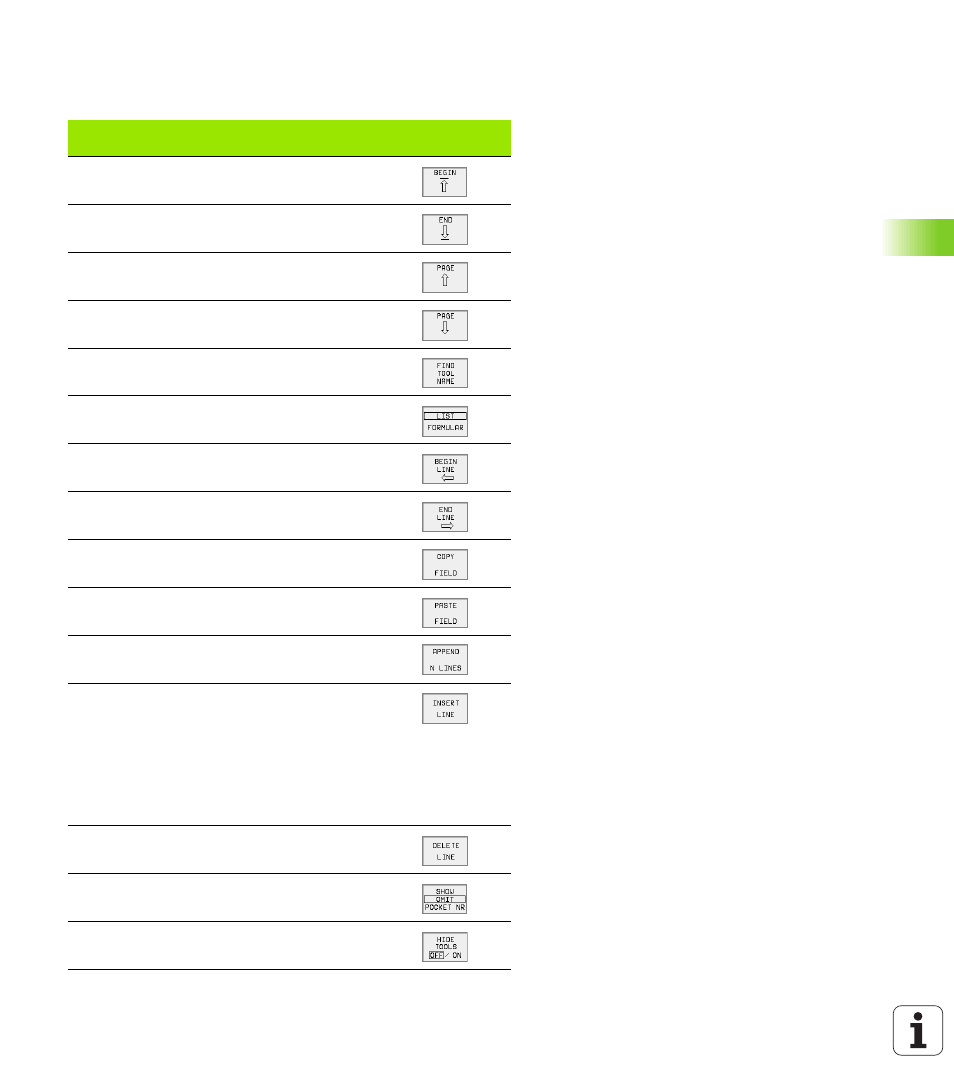
Editing functions for tool tables
TNC 426, TNC 430
Soft key
Select beginning of table
Select end of table
Select previous page in table
Select next page in table
Look for the tool name in the table
Show tool information in columns or show all
information on one tool on one screen page
Move to beginning of line.
Move to end of line.
Copy highlighted field.
Insert copied field.
Add the entered number of lines (tools) to the end of
the table.
Insert a line for the indexed tool number after the
active line. The function is only active if you are
permitted to store various compensation data for a
tool (machine parameter 7262 not equal to 0). The
TNC inserts a copy of the tool data after the last
available index and increases the index by 1.
Application: e.g. stepped drill with more than one
length compensation value.
Delete current line (tool).
Display / Do not display pocket numbers.
Display all tools / only those tools that are stored in
the pocket table.