Slot with reciprocating plunge-cut (cycle g210) – HEIDENHAIN TNC 410 ISO Programming User Manual
Page 272
246
8 Programming: Cycles
8.4 Cy
cles f
o
r Mil
ling P
o
c
k
e
ts, St
ud
s an
d Slo
ts
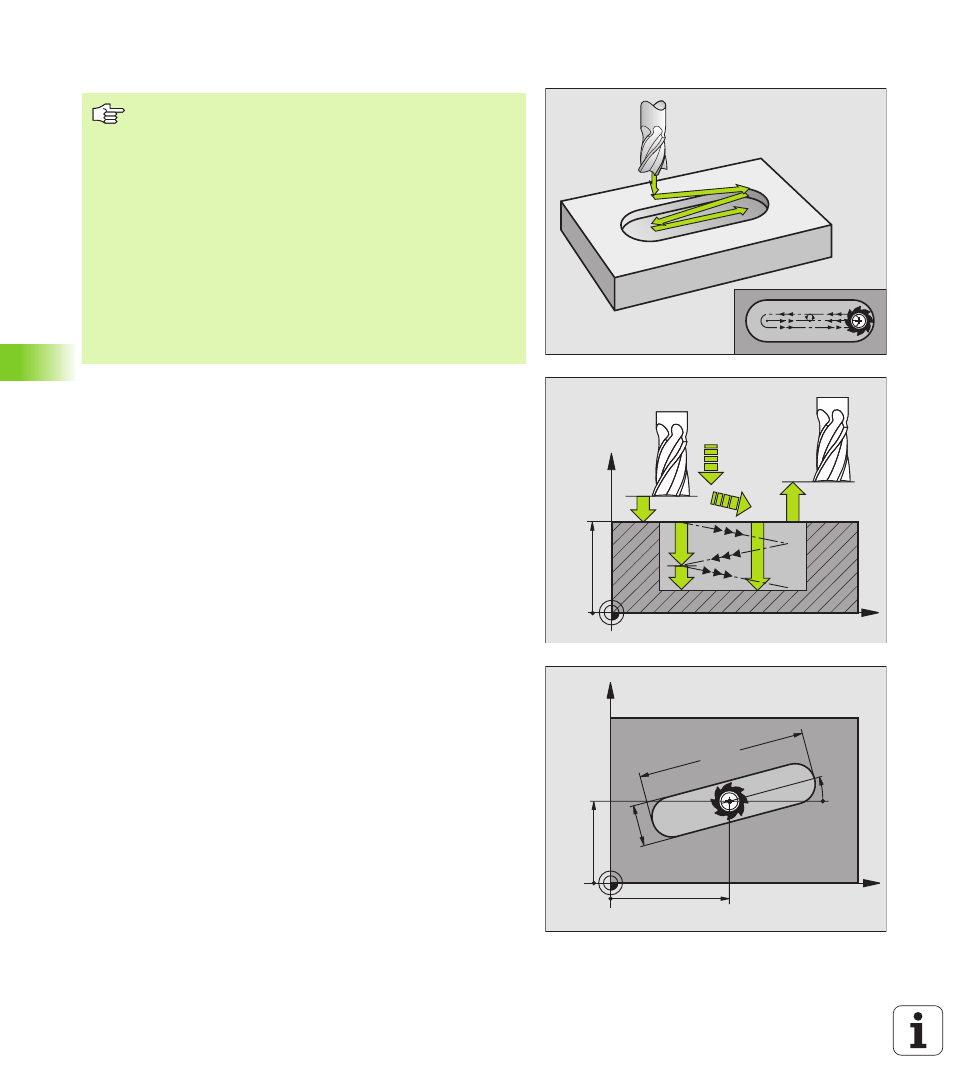
SLOT with reciprocating plunge-cut (Cycle G210)
Roughing process
1
At rapid traverse, the TNC positions the tool in the tool axis to the
2nd set-up clearance and subsequently to the center of the left
circle. From there, the TNC positions the tool to set-up clearance
above the workpiece surface.
2
The tool moves at the feed rate for milling to the workpiece
surface. From there, the cutter advances in the longitudinal
direction of the slot—plunge-cutting obliquely into the material—
until it reaches the center of the right circle.
3
The tool then moves back to the center of the left circle, again with
oblique plunge-cutting. This process is repeated until the
programmed milling depth is reached.
4
At the milling depth, the TNC moves the tool for the purpose of
face milling to the other end of the slot and then back to the center
of the slot.
Finishing process
5
The TNC advances the tool from the slot center tangentially to the
contour of the finished part. The tool subsequently climb mills the
contour (with M3), and if so entered, in more than one infeed.
6
When the tool reaches the end of the contour, it departs the
contour tangentially and returns to the center of the slot.
7
At the end of the cycle, the tool is retracted at rapid traverse to the
set-up clearance and—if programmed—to the 2nd set-up
clearance.
X
Z
Q200
Q201
Q207
Q202
Q203
Q204
X
Y
Q219
Q218
Q217
Q216
Q224
Before programming, note the following:
The TNC automatically pre-positions the tool in the tool
axis and working plane.
During roughing the tool plunges into the material with a
sideward reciprocating motion from one end of the slot to
the other. Pilot drilling is therefore unnecessary.
The algebraic sign for the cycle parameter DEPTH
determines the working direction. If you program DEPTH
= 0, the cycle will not be executed.
The cutter diameter must not be larger than the slot width
and not smaller than a third of the slot width.
The cutter diameter must be smaller than half the slot
length. The TNC otherwise cannot execute this cycle.