Inserting a chamfer chf between two straight lines, Chamfer between two straight lines, Length of chamfer r – HEIDENHAIN TNC 410 ISO Programming User Manual
Page 154
128
6 Programming: Programming Contours
6.
4 P
a
th Con
to
u
rs—
C
ar
te
sian Co
or
d
inat
e
s
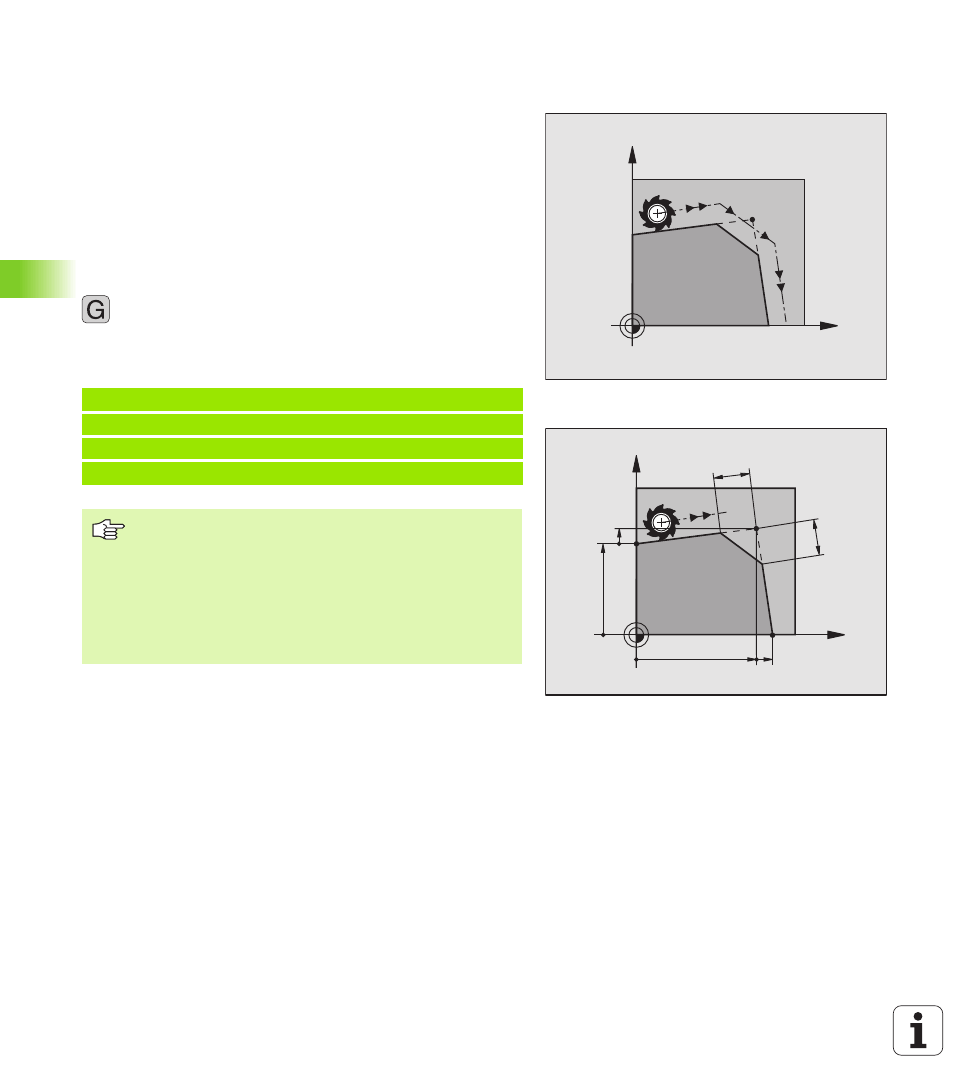
Inserting a chamfer CHF between two straight
lines
The chamfer enables you to cut off corners at the intersection of two
straight lines.
n
The blocks before and after the G24 block must be in the same
working plane.
n
The radius compensation before and after the G24 block must be the
same.
n
An inside chamfer must be large enough to accommodate the
current tool.
Programming
U
U
U
U
Chamfer side length:
Length of the chamfer
Further entries, if necessary:
U
U
U
U
Feed rate F
(only effective in G24 block)
Example NC blocks
N70 G01 G41 X+0 Y+30 F300 M3 *
N80 X+40 G91 Y+5 *
N90 G24 R12 F250 *
N100 G91 X+5 G90 Y+0 *
You cannot start a contour with a G24 block.
A chamfer is possible only in the working plane.
The corner point is cut off by the chamfer and is not part
of the contour.
A feed rate programmed in the G24 block is effective only
in that block. After the G24 block, the previous feed rate
becomes effective again.
X
Y
24
X
Y
40
40
R5
5
10
25
X
Y
40
12
30
5
12
5