HEIDENHAIN TNC 410 ISO Programming User Manual
Page 294
268
8 Programming: Cycles
8.7 SL Cy
cles Gr
ou
p II (no
t T
N
C
4
1
0)
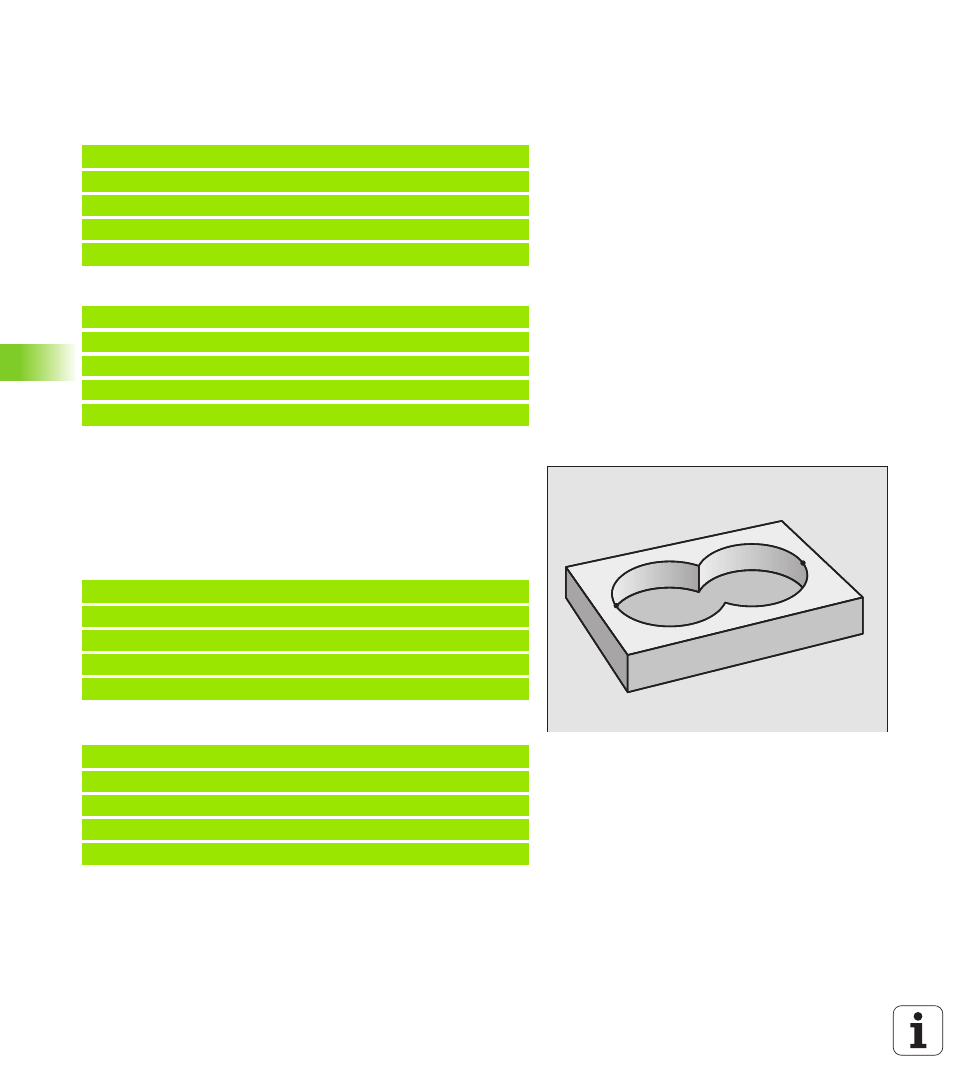
The TNC calculates the points of intersection S1 and S2 (they do not
have to be programmed).
The pockets are programmed as full circles.
Subprogram 1: Pocket A
Subprogram 2: Pocket B
Area of inclusion
Both surfaces A and B are to be machined, including the mutually
overlapped area:
n
The surfaces A and B must be pockets.
n
The first pocket (in Cycle G37) must start outside the second pocket.
Surface A:
Surface B:
N510 G98 L1 *
N520 G01 G42 X+10 Y+50 *
N530 I+35 J+50 *
N540 G02 X+10 Y+50 *
N550 G98 L0 *
N560 G98 L2 *
N570 G01 G42 X+90 Y+50 *
N580 I+65 J+50 *
N590 G02 X+90 Y+50 *
N600 G98 L0 *
A
B
N510 G98 L1 *
N520 G01 G42 X+10 Y+50 *
N530 I+35 J+50 *
N540 G02 X+10 Y+50 *
N550 G98 L0 *
N560 G98 L2 *
N570 G01 G42 X+90 Y+50 *
N580 I+65 J+50 *
N590 G02 X+90 Y+50 *
N600 G98 L0 *