Pilot drilling (cycle g121), G121 pilot drilling (optional) – HEIDENHAIN TNC 410 ISO Programming User Manual
Page 297
HEIDENHAIN TNC 410, TNC 426, TNC 430
271
8.7 SL Cy
cles Gr
ou
p II (no
t T
N
C
4
1
0)
PILOT DRILLING (Cycle G121)
Process
Same as Cycle G83 Pecking; see “Cycles for Drilling, Tapping and
Thread Milling,” page 183.
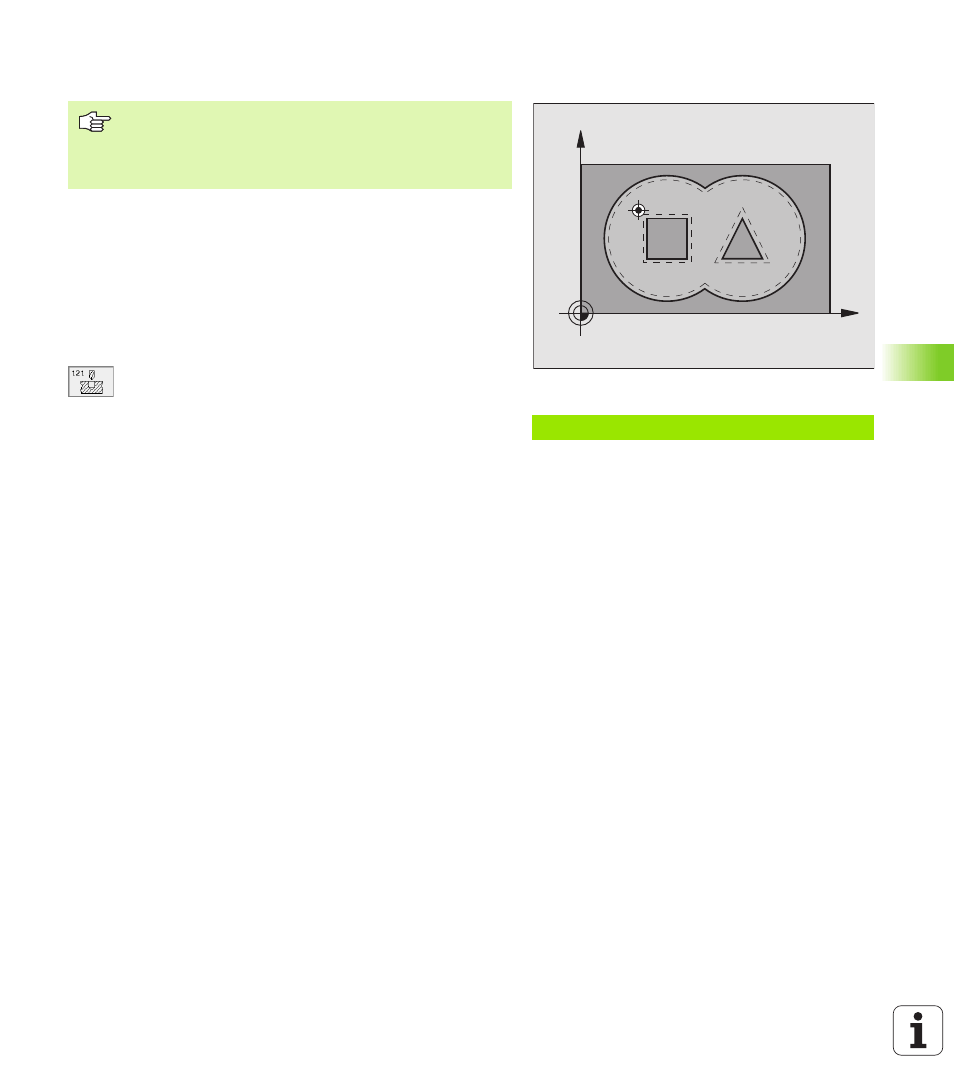
Application
Cycle G121 is for PILOT DRILLING of the cutter infeed points. It
accounts for the allowance for side and the allowance for floor as well
as the radius of the rough-out tool. The cutter infeed points also serve
as starting points for roughing.
U
U
U
U
Plunging depth
Q10 (incremental value): Dimension
by which the tool drills in each infeed (negative sign
for negative working direction).
U
U
U
U
Feed rate for plunging
Q11: Traversing speed in
mm/min during drilling.
U
U
U
U
Rough-out tool number
Q13: Tool number of the
roughing mill.
Example: NC blocks
N58 G121 Q10=+5 Q11=100 Q13=1 *
X
Y
When calculating the infeed points, the TNC does not
account for the delta value DR programmed in a T block.
In narrow areas, the TNC may not be able to carry out pilot
drilling with a tool that is larger than the rough-out tool.