3 miscellaneous functions for coordinate data – HEIDENHAIN TNC 410 ISO Programming User Manual
Page 176
150
7 Programming: Miscellaneous Functions
7.
3
Mi
sc
e
lla
n
e
ou
s F
u
n
c
ti
on
s f
o
r Co
or
d
ina
te
D
a
ta
7.3
Miscellaneous Functions for
Coordinate Data
Programming machine-referenced coordinates:
M91/M92
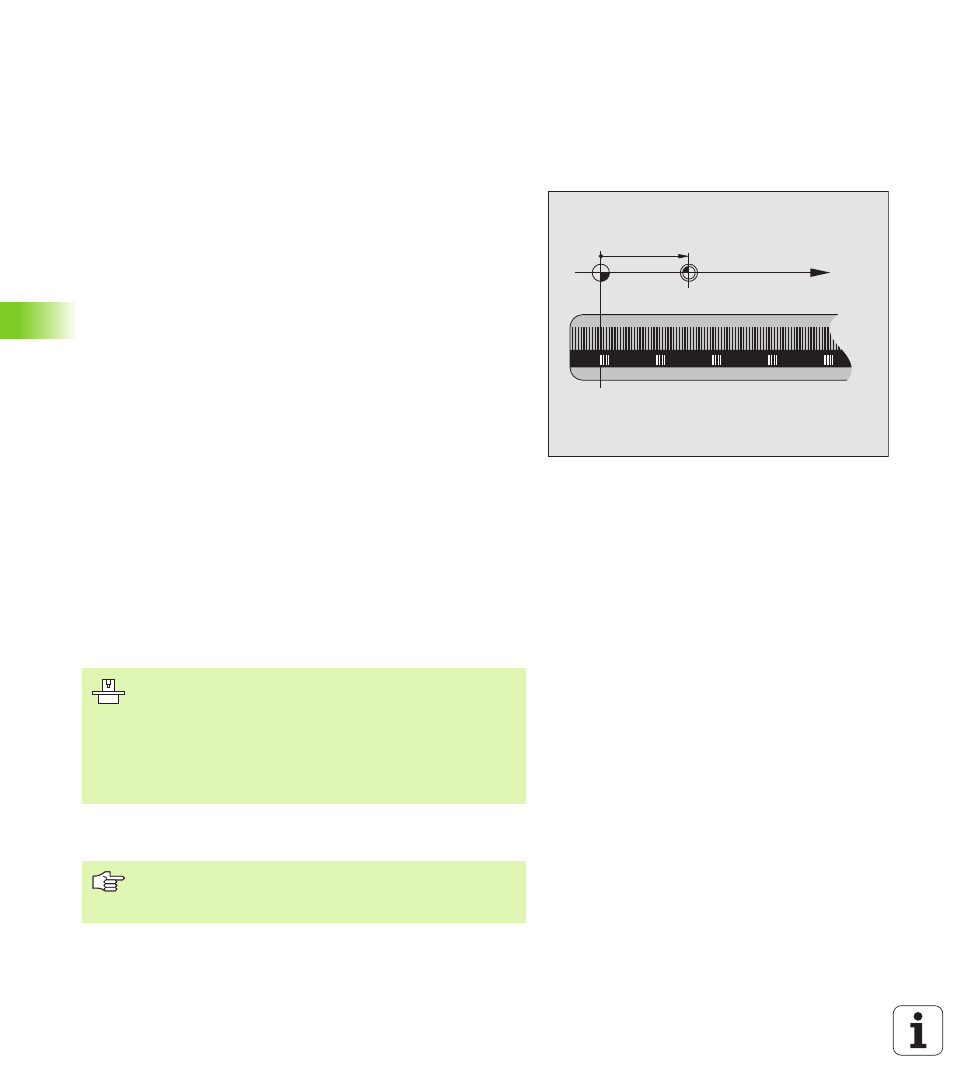
Scale reference point
On the scale, a reference mark indicates the position of the scale
reference point.
Machine datum
The machine datum is required for the following tasks:
n
Defining the limits of traverse (software limit switches)
n
Moving to machine-referenced positions (such as tool change
positions)
n
Setting the workpiece datum
The distance in each axis from the scale reference point to the
machine datum is defined by the machine tool builder in a machine
parameter.
Standard behavior
The TNC references coordinates to the workpiece datum (see “Datum
Setting (Without a 3-D Touch Probe),” page 24).
Behavior with M91—Machine datum
If you want the coordinates in a positioning block to be referenced to
the machine datum, end the block with M91.
The coordinate values on the TNC screen are shown with respect to
the machine datum. Switch the display of coordinates in the status
display to REF (see “Status Displays,” page 10).
Behavior with M92—Additional machine datum
If you want the coordinates in a positioning block to be based on the
additional machine datum, end the block with M92.
X (Z,Y)
X
MP
In addition to the machine datum, the machine tool builder
can also define an additional machine-based position as a
reference point.
For each axis, the machine tool builder defines the
distance between the machine datum and this additional
machine datum. Refer to the machine manual for more
information.
Radius compensation remains the same in blocks that are
programmed with M91 or M92. The tool length, however,
is not compensated.