HEIDENHAIN TNC 410 ISO Programming User Manual
Page 309
HEIDENHAIN TNC 410, TNC 426, TNC 430
283
8.7 SL Cy
cles Gr
ou
p II (no
t T
N
C
4
1
0)
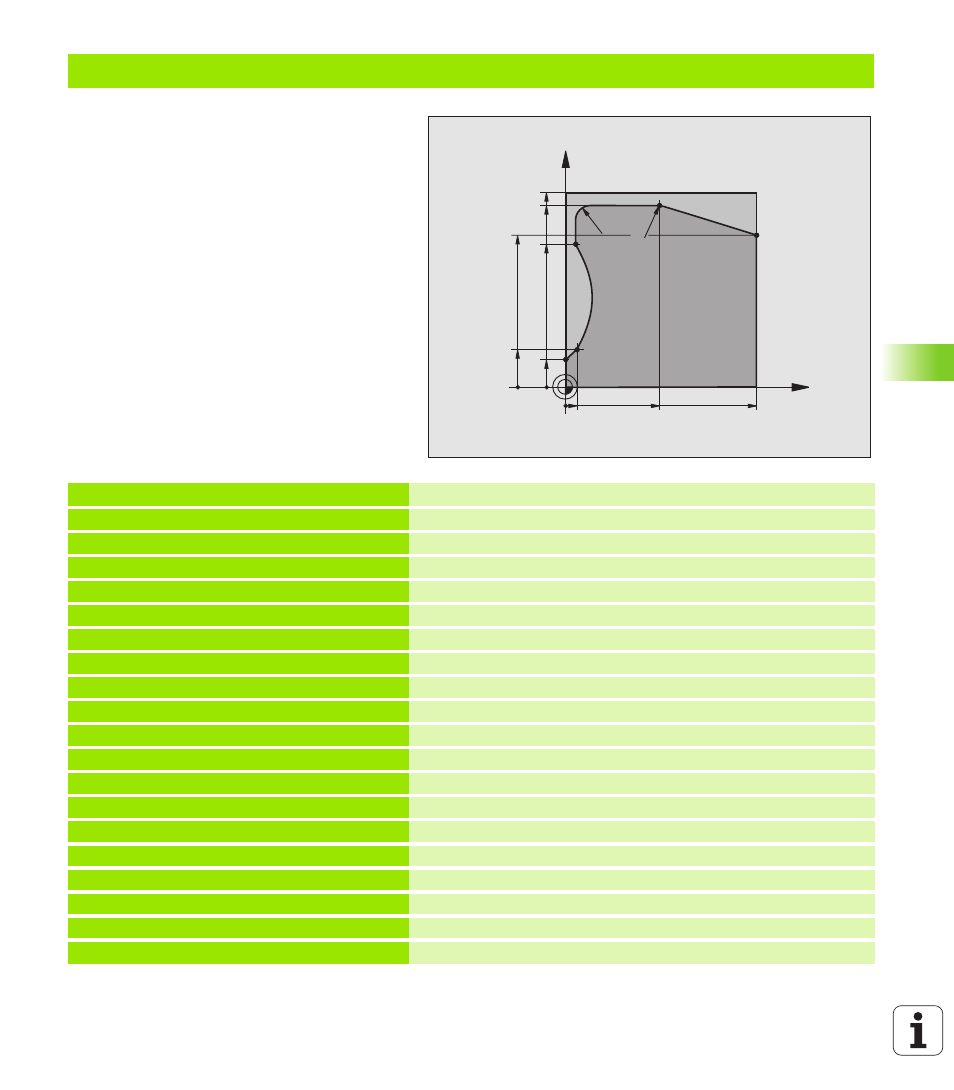
Example: Contour train
%C25 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
Define the workpiece blank
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+10 *
Define the tool
N50 T1 G17 S2000 *
Tool call
N60 G00 G40 G90 Z+250 *
Retract the tool
N70 G37 P01 1 *
Define contour subprogram
N80 G125 Q1=-20 Q3=+0 Q5=+0 Q7=+250
Define machining parameters
Q10=+5 Q11=100 Q12=200 Q15=+1 *
N90 G79 M3 *
Call the cycle
N100 G00 G90 Z+250 M2 *
Retract in the tool axis, end program
N110 G98 L1 *
Contour subprogram
N120 G01 G41 X+0 Y+15 *
N130 X+5 Y+20 *
N140 G06 X+5 Y+75 *
N150 G01 Y+95 *
N160 G25 R7.5 *
N170 X+50 *
N180 G25 R7.5 *
N190 X+100 Y+80 *
X
Y
5
20
100
100
80
50
95
75
15
R7,5
R7,5
This manual is related to the following products: