Drilling (cycle g200) – HEIDENHAIN TNC 410 ISO Programming User Manual
Page 212
186
8 Programming: Cycles
8.3 Cy
cles f
o
r Dr
illing
, T
a
p
p
ing
and
Th
read Millin
g
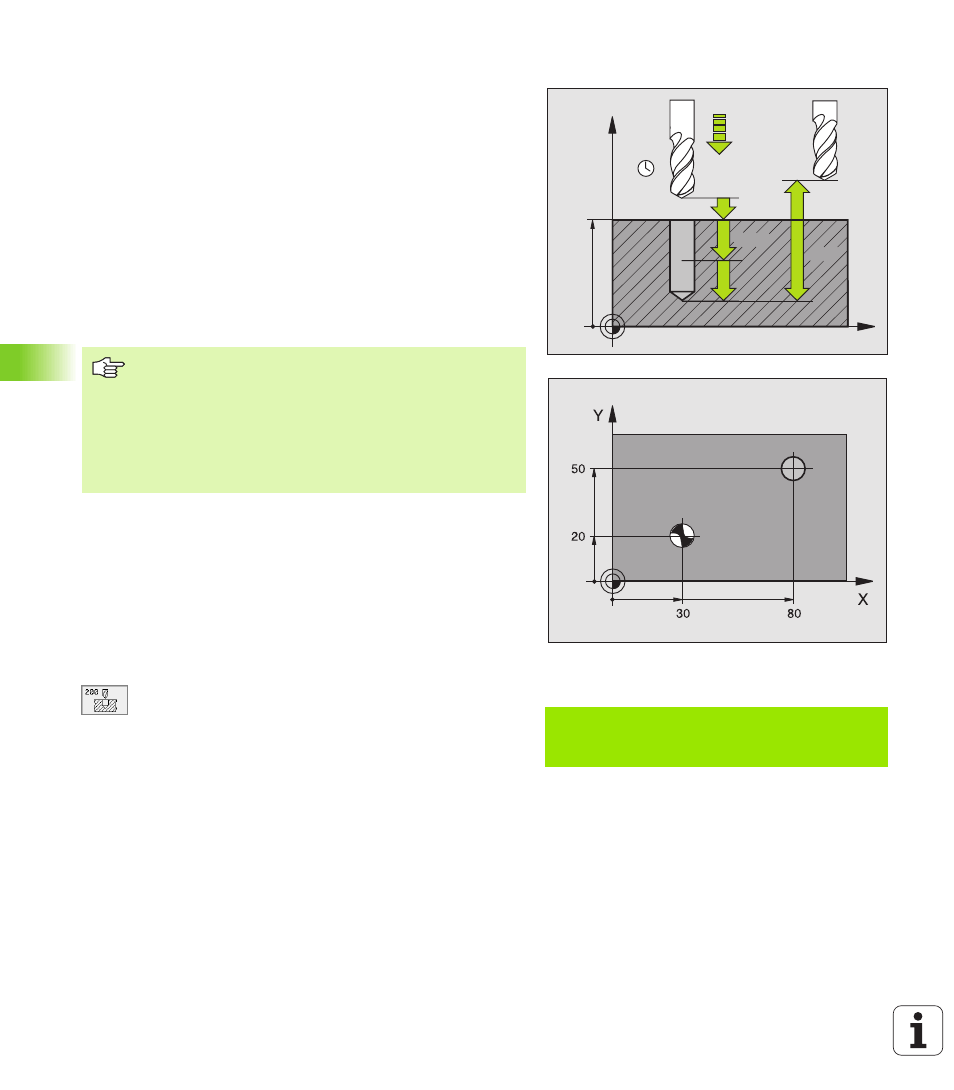
DRILLING (Cycle G200)
1
The TNC positions the tool in the tool axis at rapid traverse to the
setup clearance above the workpiece surface.
2
The tool drills to the first plunging depth at the programmed feed
rate F.
3
The TNC returns the tool at rapid traverse to the setup clearance,
dwells there (if a dwell time was entered), and then moves at rapid
traverse to the setup clearance above the first plunging depth.
4
The tool then advances with another infeed at the programmed
feed rate F.
5
The TNC repeats this process (2 to 4) until the programmed depth
is reached.
6
At the hole bottom, the tool is retracted to set-up clearance or, if
programmed, to the 2nd set-up clearance at rapid traverse.
U
U
U
U
Set-up clearance
Q200 (incremental value): Distance
between tool tip and workpiece surface. Enter a
positive value.
U
U
U
U
Depth
Q201 (incremental value): Distance between
workpiece surface and bottom of hole (tip of drill
taper).
U
U
U
U
Feed rate for plunging
Q206: Traversing speed of
the tool during drilling in mm/min.
U
U
U
U
Plunging depth
Q202 (incremental value): Infeed per
cut. The depth does not have to be a multiple of the
plunging depth. The TNC will go to depth in one
movement if:
n
the plunging depth is equal to the depth
n
the plunging depth is greater than the depth
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Before programming, note the following:
Program a positioning block for the starting point (hole
center) in the working plane with radius compensation
G40.
The algebraic sign for the cycle parameter DEPTH
determines the working direction. If you program DEPTH
= 0, the cycle will not be executed.
Example: NC block
N70 G200 Q200=2 Q201=-20 Q206=150
Q202=5 Q210=0 Q203=+0 Q204=50
Q211=0 *