6 pr og ra m m ing exam ple s, Example: group of holes with several tools – HEIDENHAIN TNC 410 ISO Programming User Manual
Page 353
HEIDENHAIN TNC 410, TNC 426, TNC 430
327
9.6 Pr
og
ra
m
m
ing
Exam
ple
s
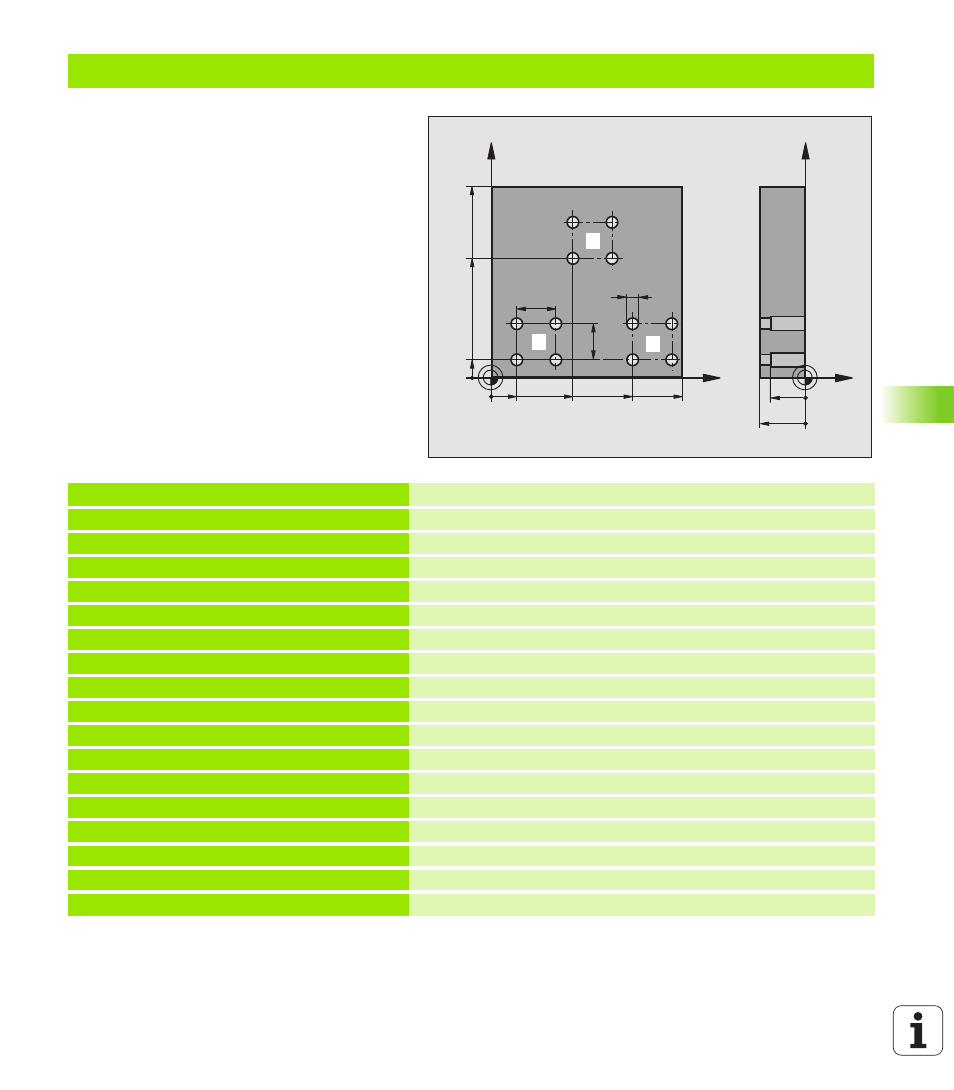
Example: Group of holes with several tools
Program sequence
n
Program the fixed cycles in the main program
n
Call the entire hole pattern (subprogram 1)
n
Approach the groups of holes in subprogram 1,
call group of holes (subprogram 2)
n
Program the group of holes only once in
subprogram 2
%UP2 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+4 *
Define tool: center drill
N40 G99 T2 L+0 R+3 *
Define tool: drill
N50 G99 T3 L+0 R+3.5 *
Define tool: reamer
N60 T1 G17 S5000 *
Call tool: center drill
N70 G00 G40 G90 Z+250 *
Retract the tool
N80 G200
Cycle definition: Centering
Q200=2
set-up clearance
Q201=-3
Depth
Q206=250
Feed rate
Q202=3
Plunging depth
Q210=0
Dwell time at top
Q203=+0
Coordinate of the workpiece surface
Q204=10
2nd set-up clearance
Q211=0.25
Dwell time at depth
N90 L1.0 *
Call subprogram 1 for the entire hole pattern
X
Y
15
60
100
100
75
10
45
20
20
5
Z
Y
-20
-15
1
1
1
2
1
3