HEIDENHAIN TNC 410 ISO Programming User Manual
Page 254
228
8 Programming: Cycles
8.3 Cy
cles f
o
r Dr
illing
, T
a
p
p
ing
and
Th
read Millin
g
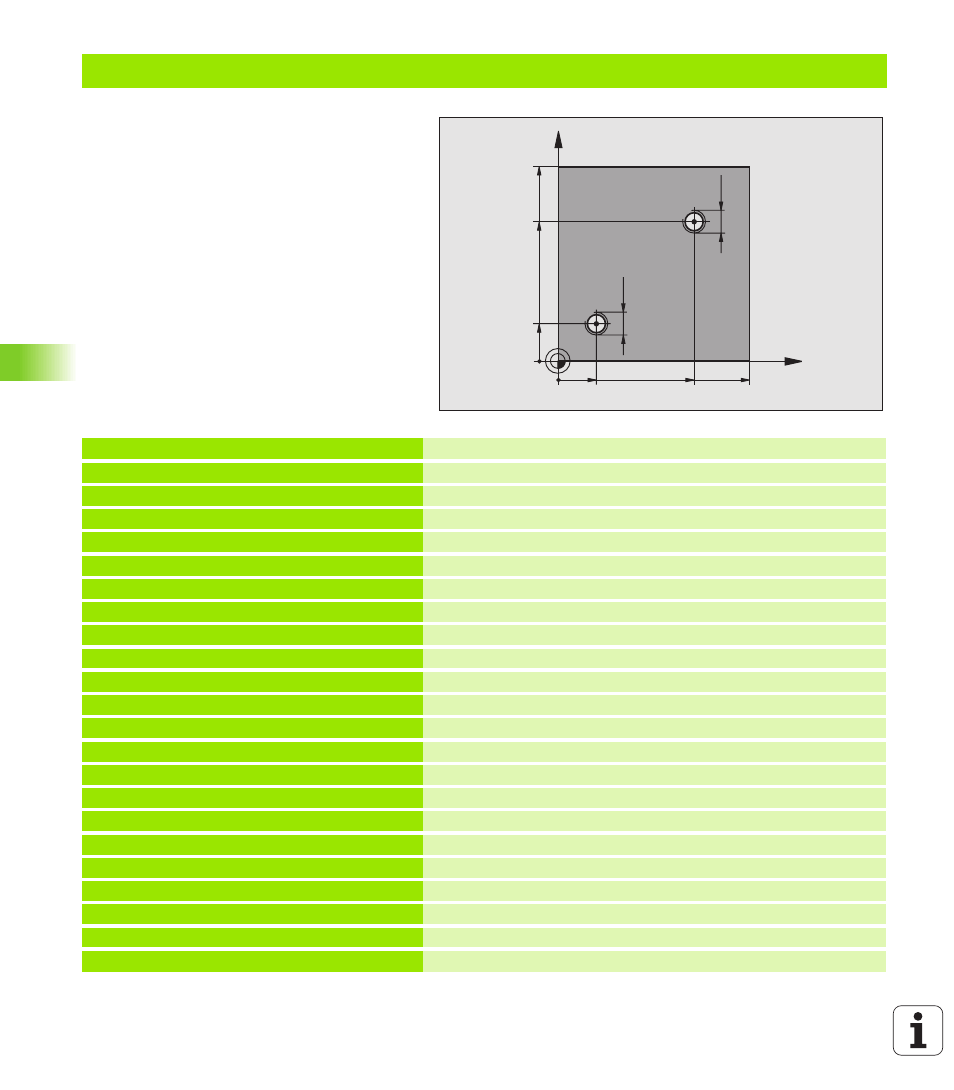
Example: Drilling cycles
Program sequence
n
Program the drilling cycle in the main program
n
Program machining within a subprogram, see
“Subprograms,” page 317
%C18 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Define the workpiece blank
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+6 *
Define the tool
N40 T1 G17 S4500 *
Tool call
N50 G00 G40 G90 Z+250 *
Retract the tool
N60 G86 P01 +30 P02 -1.75 *
Define THREAD CUTTING cycle
N70 X+20 Y+20 *
Approach hole 1
N80 L1.0 *
Call subprogram 1
N90 X+70 Y+70 *
Approach hole 2
N100 L1.0 *
Call subprogram 1
N110 G00 Z+250 M2 *
Retract tool, end of main program
N120 G98 L1 *
Subprogram 1: Thread cutting
N130 G36 S0 *
Define angle of spindle orientation
N140 M19 *
Orient spindle (makes it possible to cut repeatedly)
N150 G01 G91 X-2 F1000 *
Tool offset to prevent collision during tool infeed (dependent
on core diameter and tool)
N160 G90 Z-30 *
Move to starting depth
N170 G91 X+2 *
Reset the tool to hole center
N180 G79 *
Call Cycle 18
N190 G90 Z+5 *
Retract tool
N200 G98 L0 *
End of subprogram 1
N999999 %C18 G71 *
X
Y
20
20
100
100
70
70
M12
M12