HEIDENHAIN TNC 410 ISO Programming User Manual
Page 271
HEIDENHAIN TNC 410, TNC 426, TNC 430
245
8.4 Cy
cles f
o
r Mil
ling P
o
c
k
e
ts, St
ud
s an
d Slo
ts
U
U
U
U
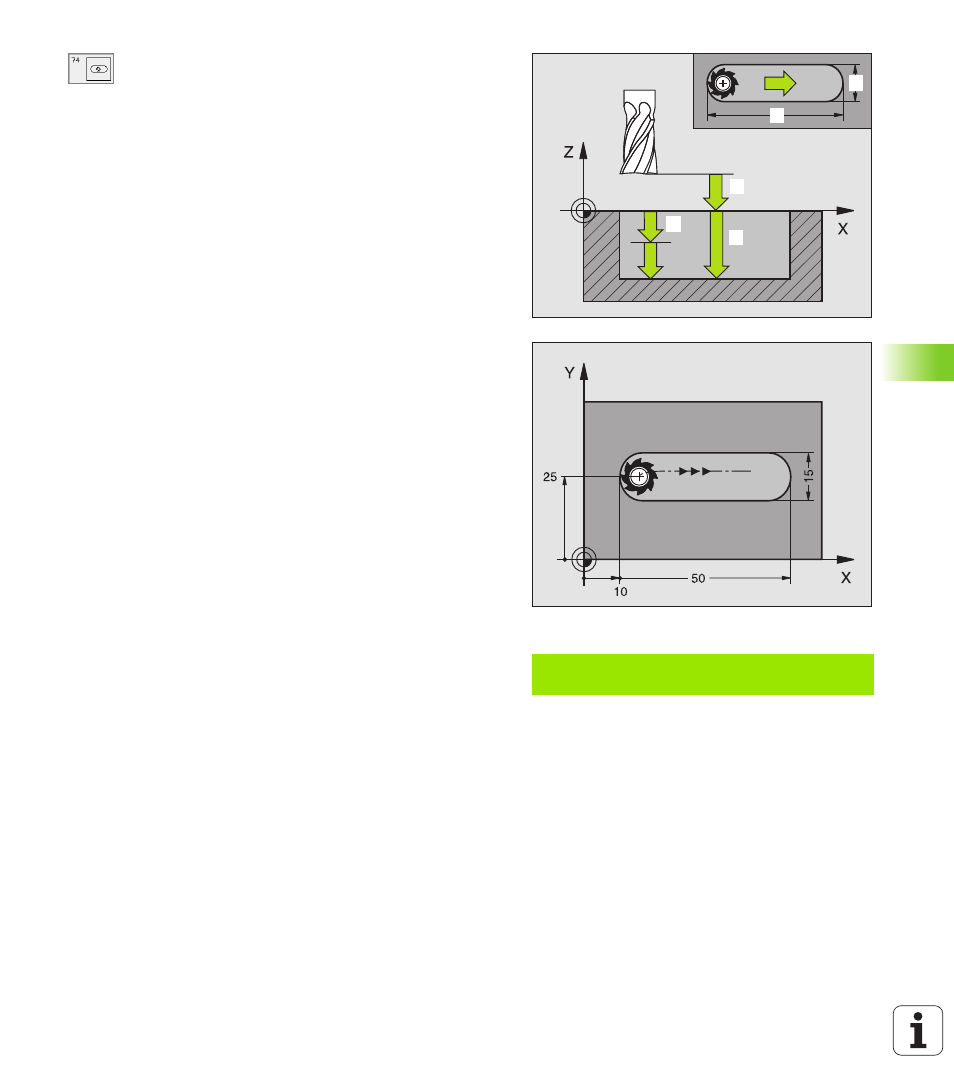
Set-up clearance
1
(incremental value): Distance
between tool tip (at starting position) and workpiece
surface
U
U
U
U
Milling depth
2
(incremental value): Distance
between workpiece surface and bottom of pocket
U
U
U
U
Plunging depth
3
(incremental value): Infeed per cut.
The tool will drill to the depth in one operation if:
n
the plunging depth is equal to the depth
n
the plunging depth is greater than the depth
U
U
U
U
Feed rate for plunging
: Traversing speed during
penetration
U
U
U
U
1st side length
4
: Slot length; specify the sign to
determine the first milling direction
U
U
U
U
2nd side length
5
: Slot width
U
U
U
U
Feed rate F
: Traversing speed of the tool in the
working plane
Example: NC block
N44 G74 P01 2 P02 -20 P0 5 P04 100
P05 X+80 P06 Y+12 P07 275 *
12
13
14
15
1