Programming mill pwr, Operation manual, Will mill the contour without stopping – ACU-RITE MILLPWR Old Style User Manual
Page 28: Point, and press
PROGRAMMING
MILLPWR
Operation Manual
Page 3-3
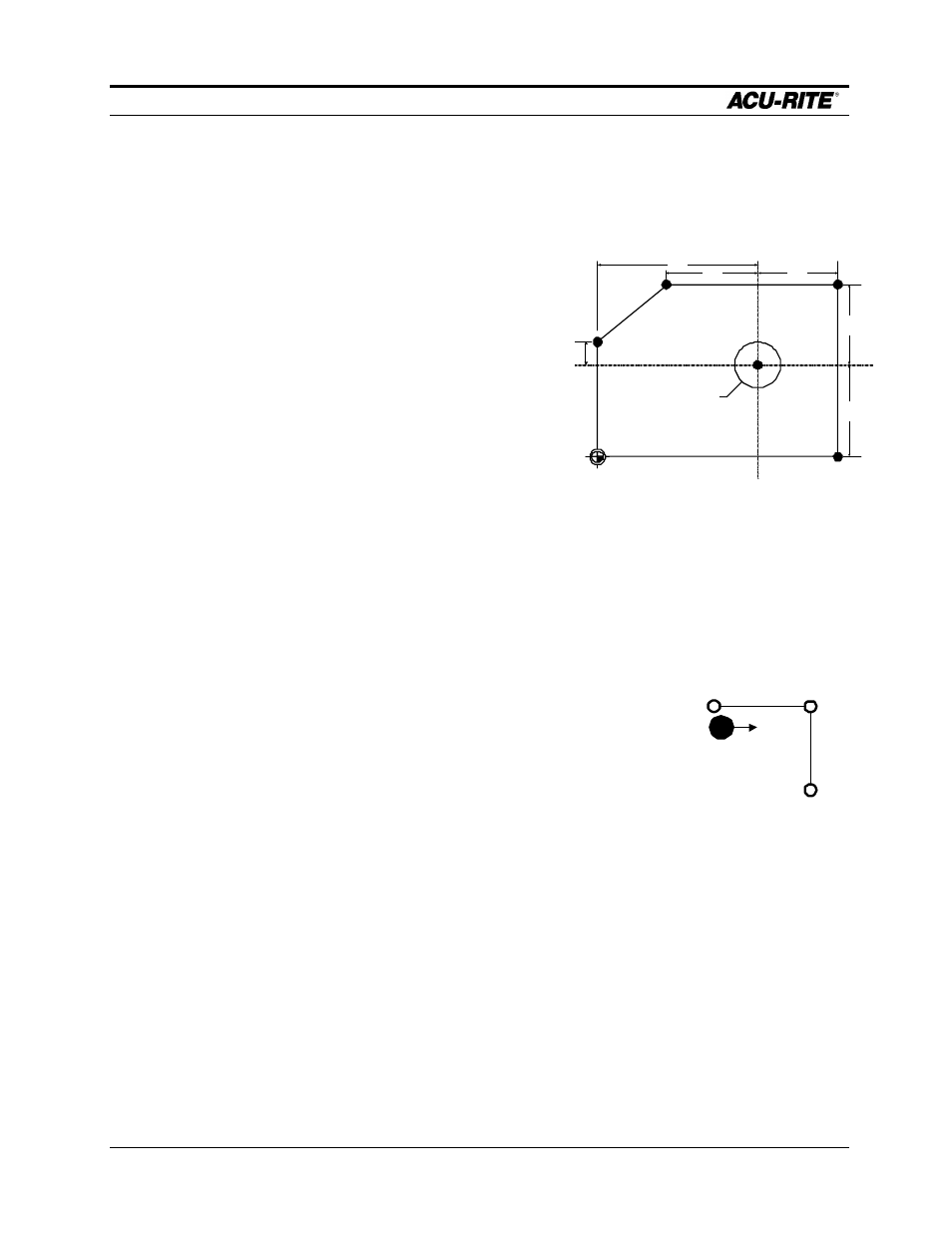
If we use point A as our datum, many of the given dimensions are incremental because
they are measured from the incremental reference point F and not from the datum.
Continuous Milling
When you program a continuous contour made up of lines and arcs,
MILLPWR
will mill the contour without stopping.
MILLPWR
will detect a continuous contour
automatically. There are no special keypresses or different functions to learn.
For lines and arcs to be continuous, they must:
•
have the same Z depth,
•
be cut with the same tool,
•
be cut on the same side,
•
and, of course, they must “touch”--the end of one
must be the same as the start of the next.
When you follow one line (or arc) with another,
MILLPWR
assumes that you want them
to be connected. It automatically fills in the
FROM
point, Z depth, and tool offset. All you
have to do is fill in the
TO
point, and press
USE.
You can have different feedrates within a continuous contour by entering the feedrates
you want in each step of the contour.
Point
X
Y
A
0.00
ABS
0.00
ABS
B
3.421
INC F
0.00
ABS
C
3.421
INC F
3.603
INC F
D
-4.893
INC F
3.603
INC F
E
0.00
ABS
1.011
INC F
F
7.123
ABS
3.936
ABS
3.603
7.123
3.936
3.421
4.893
1.011
2.96 DIA
THRU HOLE
A
B
C
D
E
F
MILLPWR will
display marks to
the right of each
program step
number for
continuous
contours.
FROM
TO
FROM
TO