Programming, Programming mill pwr, Operation manual – ACU-RITE MILLPWR Old Style User Manual
Page 26: Programming considerations
PROGRAMMING
MILLPWR
Operation Manual
Page 3-1
PROGRAMMING
Programming Considerations
Depth of Cut
Since the vertical Z-axis is not controlled by a servo motor, you must make changes to
the depth of cut manually.
You don’t have to program the depth, but if you do,
MILLPWR
will preset the
programmed value into the DRO for you. Then, when it’s time,
MILLPWR
will show
you the DRO and ask you to set the depth.
If you are not programming depth, leave it set to 0.
Tool Offset
With
MILLPWR
, you never have to worry about the actual tool path. Because of
MILLPWR
’s tool radius compensation capability, you program only the actual part
dimensions. When you program a line, arc, or frame, use the
TOOL OFFSET
field to tell
MILLPWR
which side of the cut you want the tool to be on.
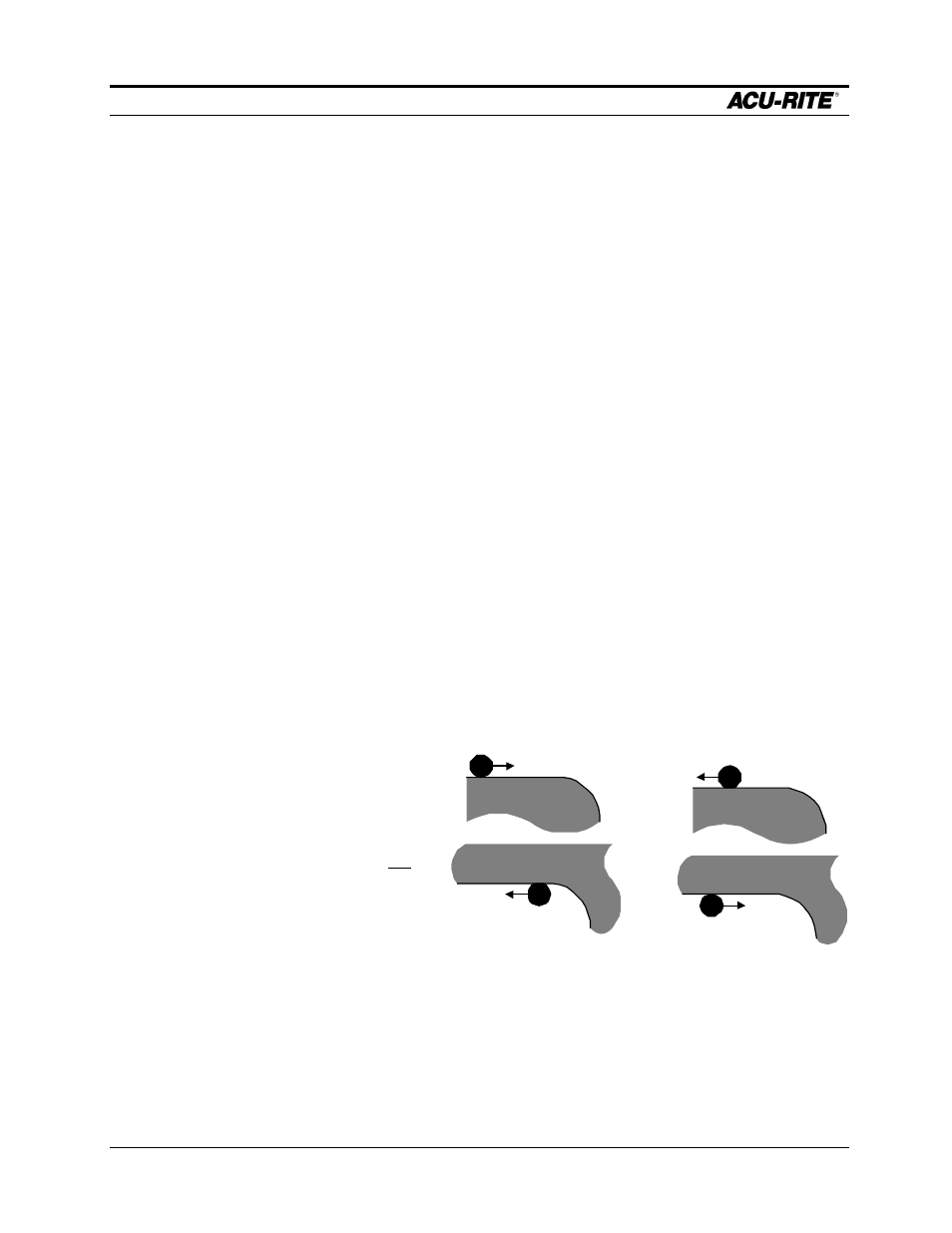
Picture yourself standing behind the tool as it is moving. If the tool is on the left of the
workpiece, use “left” offset. If the tool is to the right of the workpiece, use “right” offset.
By using left and right offsets,
you can program the
dimensions of the part as
found on the blueprint.
MILLPWR
will take care of
all cutter radius
compensation. You do not
have to program the tool
path.
If you use “center” offset, the
programmed dimensions are
for the center of the tool.
For some milling functions, like Frame and Arc, “inside” and “outside” offsets help you
visualize where the tool is.
RIGHT OFFSET
LEFT OFFSET