4 sub-pr ogr a ms – ACU-RITE CNC 3500i User Manual
Page 274
248
7 Programming: Canned Cycles, sub-programs
7.
4 Sub-pr
ogr
a
ms
Blocks 1 through 5 are comments.
Blocks 6 through 8 define common defaults.
Block 9 defines the blockform or stock size. This is only needed for
the 3D solid. The stock defined is 6x6 with center at 0,0.
Block 10 defines the initial roughing tool which has a 1" diameter.
Blocks 11 through 13 define RPM and turn on the spindle and
coolant.
Block 15 defines an island in sub-program #1. The actual island is
then defined in blocks 23 through 31.
Block 16 is a 4x5 rectangular pocket with center at 0, 0.
Block 17 defines the finer roughing tool with a 1/4" diameter.
Block 18 defines the island for the finer roughing tool.
Block 19 defines the pocket for the finer roughing tool with the
specification of the coarsetool=1.
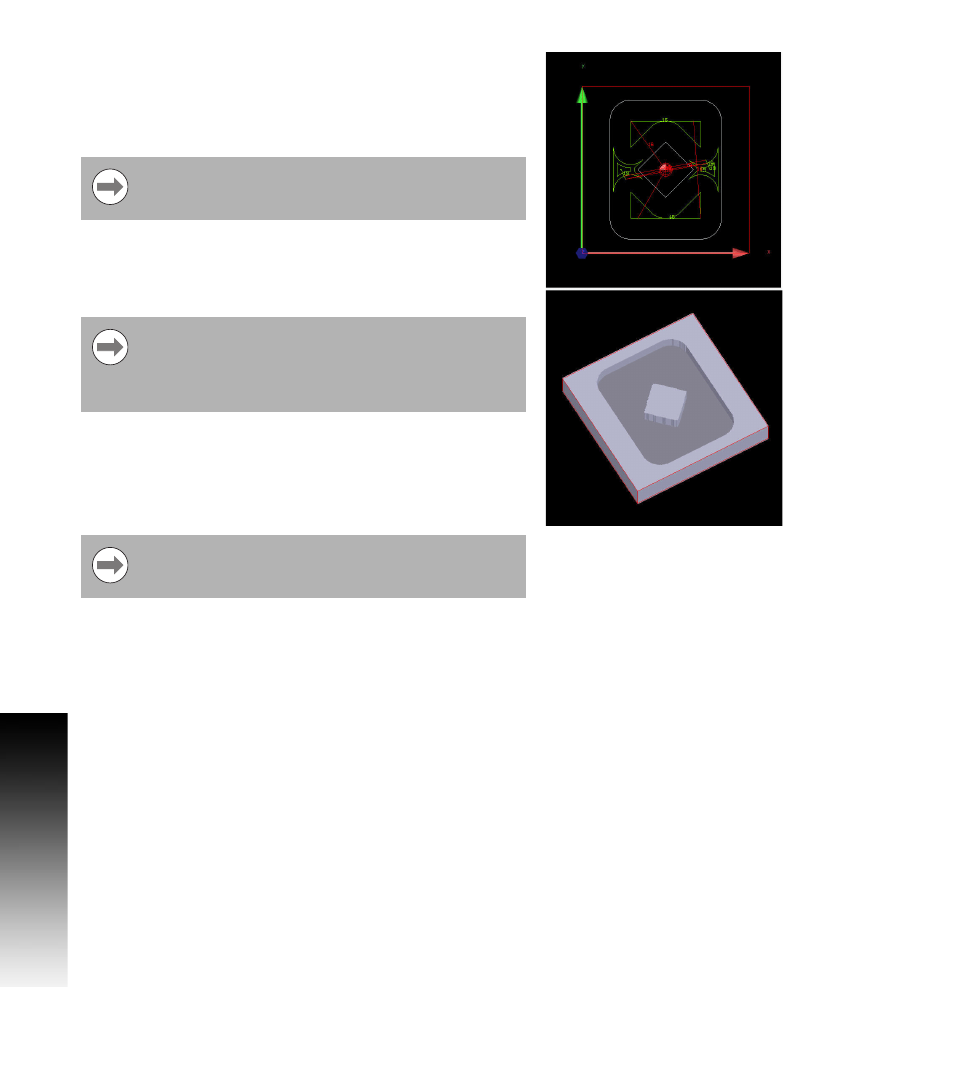
This is the rendering of the program after being ran in Draw. The top
view is the line draw, and the bottom view is the 3D solid model.
Approximate machining time is 3 minutes as compared to
Example 1 of 14 minutes.
The parameters for this tool must either come from the
tool table or be saved in the tool table. This is a
requirement for the coarse tool feature.
The island must always be programmed before the
corresponding pocket. Also note that the island must
specify the machining. In this case, since the island profile
is defined in a clockwise orientation, the machining side is
to the left (see block 26).
Specifying the coarse tool as tool #1 allows the pocket
cycle to calculate the material left by the coarse tool and
only machine the required material.