Outside corner finding, 3 pr obing cy cles – ACU-RITE CNC 3500i User Manual
Page 249
ACU-RITE 3500i
223
7.
3 Pr
obing Cy
cles
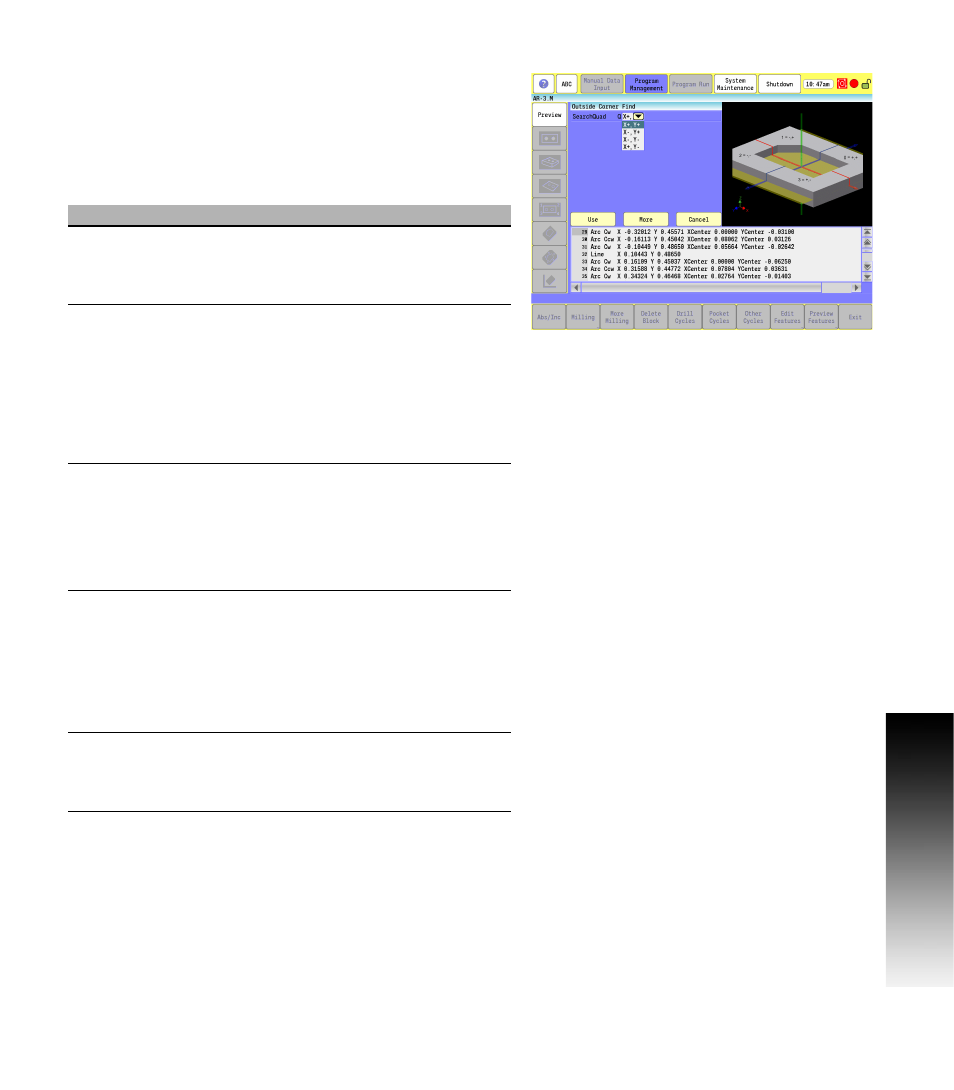
Outside Corner Finding
Calibrate the work probe at least once before trying to use this cycle.
A preliminary tool-length offset must be set by eye for the work
probe. The tool offset, and work coordinate must be active before
using this cycle in a program. See Section 4, "Tool-Length Offsets"
on page 73.
The Outside Corner Finding Cycle can be run from within a program
or from the Manual Data Input Mode.
Field
Code
Description
Search
Quad
Q
Quadrant of corner to find.
0 = +,+ (upper right) 1 = -,+ (upper left)
2 = -,- (lower left) 3 = +,- (lower right)
(Required)
Top
H
If set to 1, the cycle finds the top of the part
before finding the X & Y corner coordinate.
Default is: 0. If H is not set or is set to 0, the
Z-axis must be at the picking depth. If H =
1, then the Z-axis must be within 0.1" (2.54
mm) above the part. The probe stylus must
be positioned within 0.1" (2.54 mm) from
the outside of the corner in X & Y.
(Optional)
DistDown
E
The distance to go down from the top of
part to find X & Y coordinate of the corner.
This is only used if H parameter is set to 1.
Without any E value, the cycle brings the
probe stylus center down past the top of
the part after finding the top, 0.1" (2.54
mm). (Optional)
DistSide
D
The distance over from the corner to find X
& Y edge. This allows for a part corner that
has a large chamfer or radius where you
cannot pick the edge close to the
theoretical corner or has an obstruction
interfering with the default move. Default
is: 0.4" (10.16 mm).
(Optional)
DistBack
V
Specifies the distance away from the edge
for the probe to fast feed to before trying to
find it. Default is: 0.1"
(2.54 mm) if not set. (Optional)