Circular pocket cycle, 2 canned cy cles – ACU-RITE CNC 3500i User Manual
Page 202
176
7 Programming: Canned Cycles, sub-programs
7.
2 Canned Cy
cles
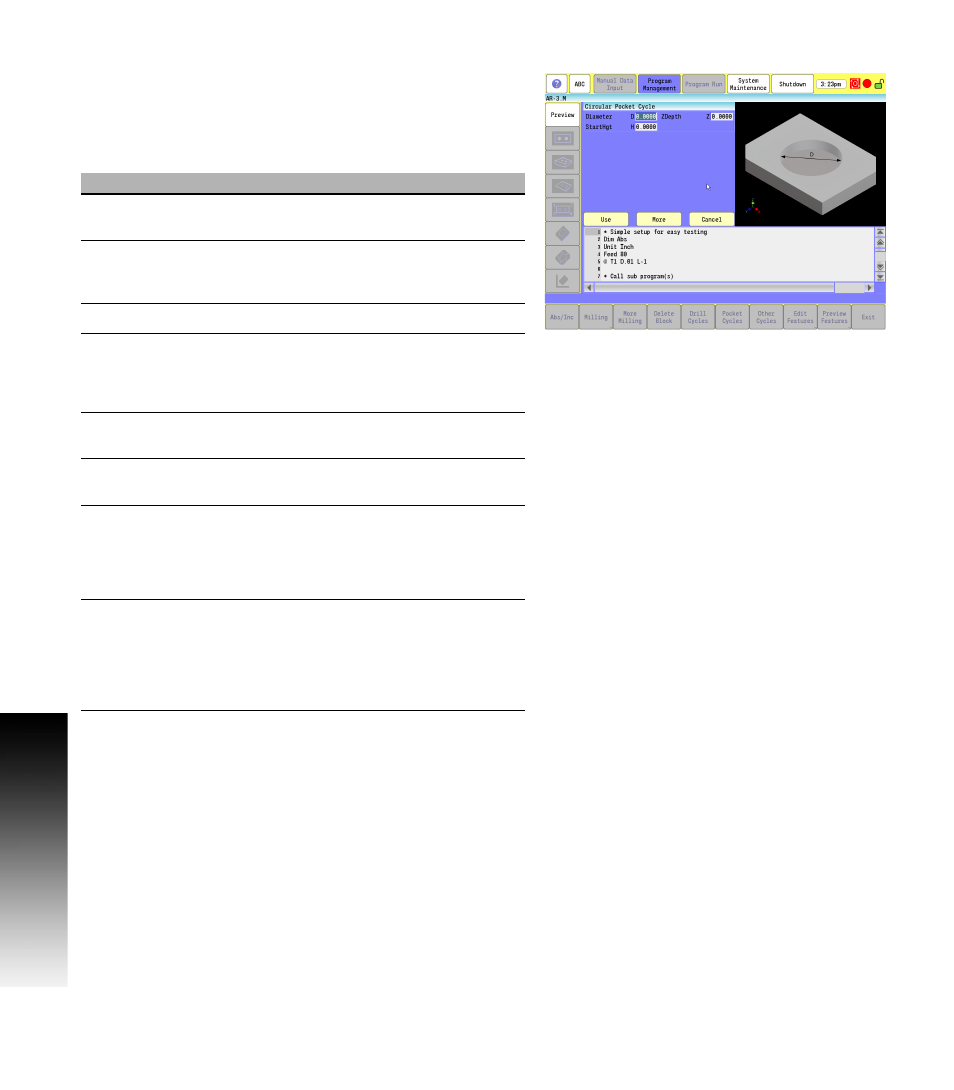
Circular Pocket Cycle
Use the circular pocket cycle to mill round pockets. You must
position the tool directly over the center of the pocket prior to the
block, or use the X Y data.
Activate the tool prior to programming the pocket cycle, so the
cutter diameter is known.
Field
Code
Description
Diameter
D
Diameter of pocket in X and Y axes.
(Required)
StartHgt
H
Z absolute starting height (0.1" or 2 mm
above surface). Executed in rapid.
(Required)
ZDepth
Z
Absolute depth of pocket. (Required)
StepOver
A
The distance the tool steps over (width of
cut) in the X and Y axes as it mills out the
pocket. Defaults to tool radius, which is the
max.
XCenter
X
X coordinate of the pocket center point.
Defaults to current position.
YCenter
Y
Y coordinate of the pocket center point.
Defaults to current position.
DepthCut
B
The depth of each cut per pass. Defaults to
tool diameter. Max is the full ZDepth in
parameter Z, less bottom finish stock. A
negative value will cause the finish pass to
finish the side walls in steps down.
FinStock
S
Amount of stock left by the roughing
passes for a finish pass. This amount
applies to the sides and bottom unless R
(SideStock) is defined; then, S (FinStock)
only applies to the bottom. Default is no
stock left.