Edge finding, 3 pr obing cy cles – ACU-RITE CNC 3500i User Manual
Page 248
222
7 Programming: Canned Cycles, sub-programs
7.
3 Pr
obing Cy
cles
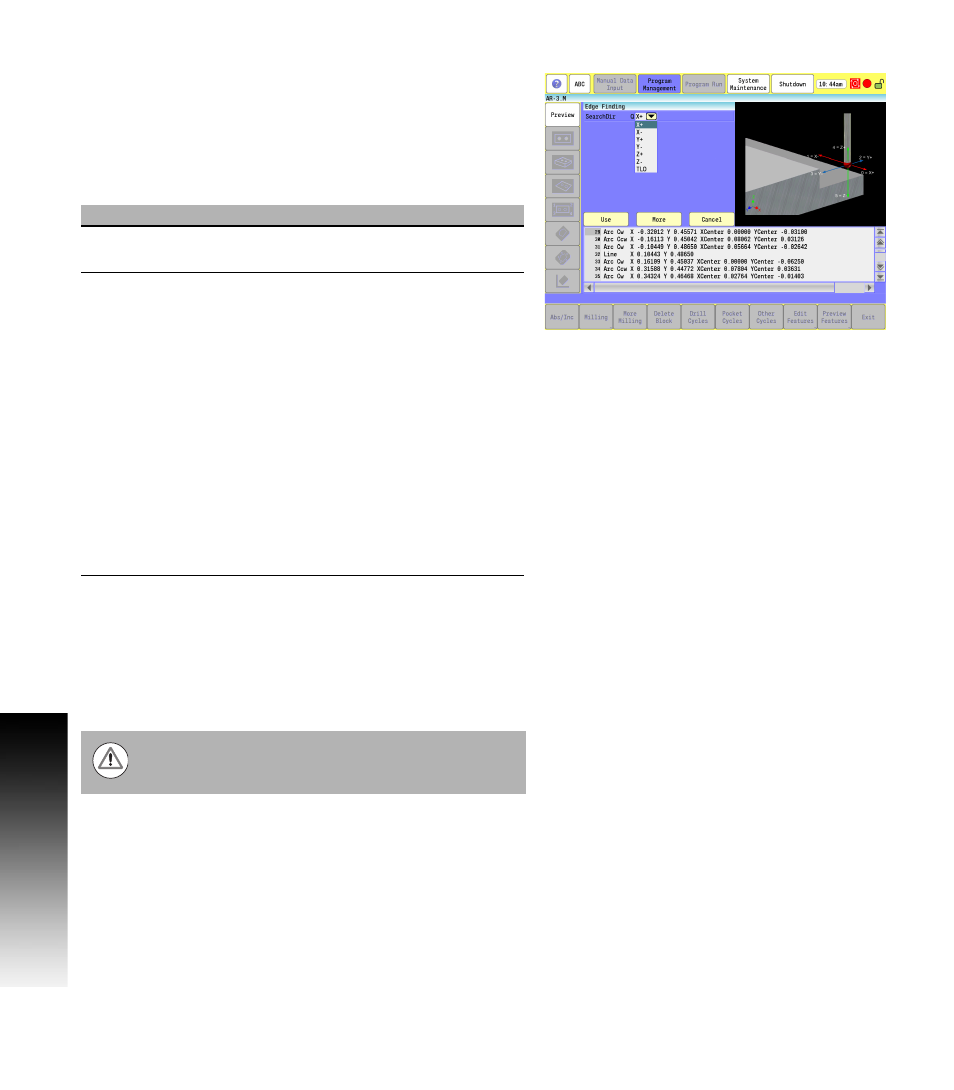
Edge Finding
Calibrate the work probe at least once before trying to use this cycle.
A preliminary tool-length offset must be set by eye for the work
probe and that tool offset, and work coordinate active before using
this cycle in a program. See Section 4, "Tool-Length Offsets" on page
73.
The Edge Finding Cycle can be run from within a program or from
Manual Data Input Mode.
To use the Edge Finding Cycle:
Place the probe in the spindle with its tool number active and the
tool type set to "Touch Probe".
Manually jog the probe stylus less than 0.1" (2.54 mm) away from
the surface to be found.
Type G141 Qn Wn. If this is run from inside a program, this line
needs to be repeated for every surface you wish to find.
Execute the line in Manual Data Input Mode by touching NC Start.
Field
Code
Description
Search
Dir
Q
Axis and direction to find edge.
0 = X+, 1 = X-, 2 = Y+, 3 = Y-, 4 = Z+, 5 = Z-
Offset
W
Work Coordinate to update with edge
location in X- or:
Y-axes. If set, work coordinate is updated if
0 through 3 are specified for Q or Z work
offset (or TLO if
updateTloOrWorkOffsetZAxis is set to
TLO) if Q is set to 4 or 5 and Z TLO if Q is
set to 6.
Before any tool-length offset is active, you
must re-call that tool. Work coordinate
register or Tool-length register is not
updated if W is not set and a warning
message tells the operator no update has
taken place except when Q is set to 6 in
which case the Spindle Probe TLO will
always be reset. (Optional)
When positioning the probe from within the program you
should always use the G146 (Protected Probe Positioning)
cycle (see G146 instructions later in this document).