Face mill cycle – ACU-RITE CNC 3500i User Manual
Page 187
ACU-RITE 3500i
161
7.
2
C
a
n
n
e
d
C
y
c
le
s
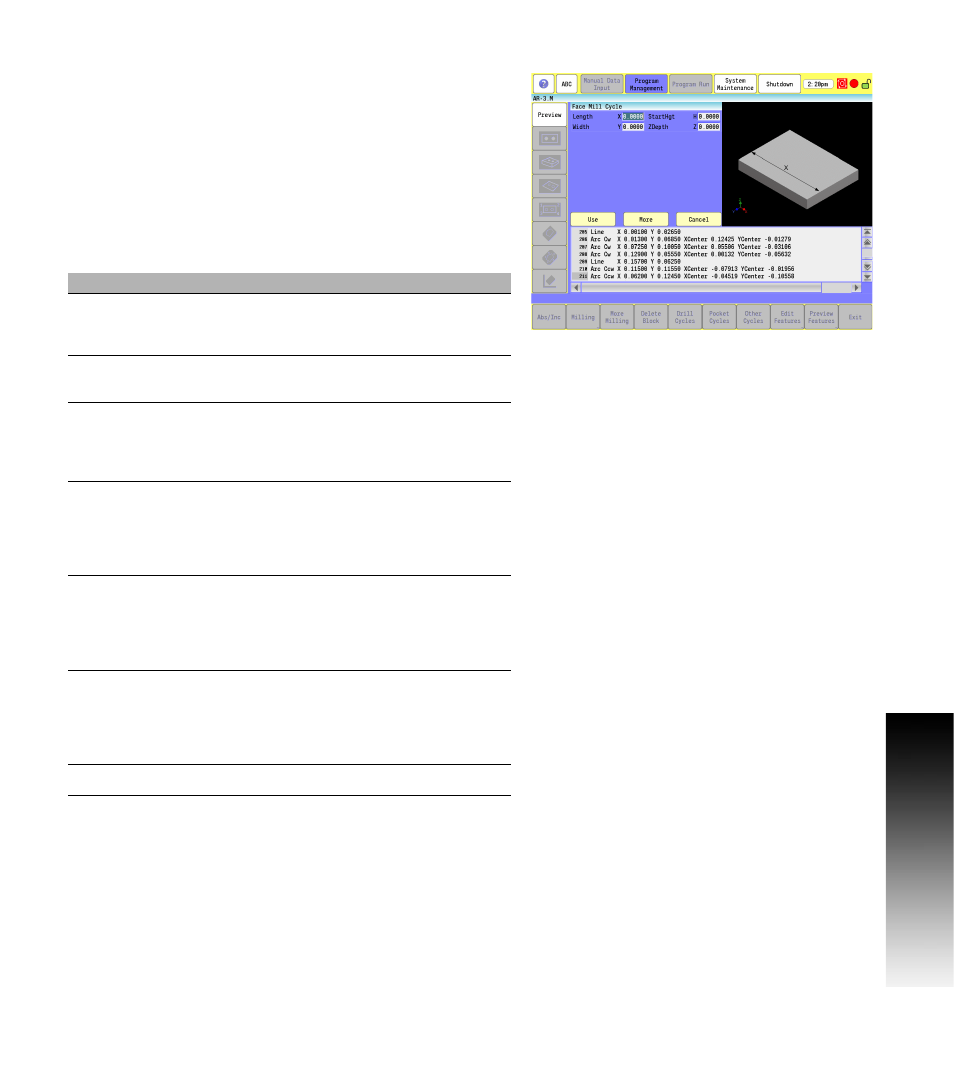
Face Mill Cycle
Facing cycles simplify the programming required to face the surface
of a part.
Execution begins one tool radius from the D and E (start point). The
selected stepover determines the approach axes.
Facing cycles can start in any corner of the surface and cut in any
direction, depending on the sign (+/-) of the X (Length) and A (Width)
values. Program a slightly oversized X and A to ensure complete
facing of the surface.
At the end of the cycle, the tool rapids to H, then rapids back to D and
E (start position).
Field
Code
Description
Length
X
The feedrate at which the tool will "ramp"
into the pocket in all three axes. Default is
last programmed feedrate.
Width
Y
Feedrate used during finish passes. Default
is last programmed feedrate.
StartHgt
H
The Absolute Z position before beginning
the facing cycle. This must be 0.1” (or 2
mm) above the surface. Executed in rapid.
(Required)
ZDepth
Z
Absolute depth of the finished surface.
(Required)
NOTE: ZDepth must be lower than
StartHgt. StartHgt is 0.1” (2.0 mm) above
the work surface.
XStepOver
A
Width of cut in the X-axis direction. When
you do not enter a value, the CNC defaults
to 70% of the active tool radius. Maximum
step-over permitted is 70% of the active
tool radius.
YStepOver
B
Width of cut in the Y-axis direction. When
you do not enter a value, the CNC defaults
to 70% of the active tool radius. Maximum
stepover permitted is 70% of the active tool
radius.
Feed
F
Feedrate used in cycle.