Arc move, 1 explaining basic cy cles – ACU-RITE CNC 3500i User Manual
Page 156
130
7 Programming: Canned Cycles, sub-programs
7.
1 Explaining Basic Cy
cles
Arc
Arc Move:
An Arc block initiates a feed motion and is used to cut an arc in a part.
The 3500i executes arcs in the XY plane by default. For an arc in the
XZ or YZ plane, program the plane change before the arc move. After
you make all of the required moves in the XZ or YZ plane, return the
3500i to the XY plane. Refer to the section "Plane Selection" for more
information on plane selection and arc directions.
One to four axes can be included on a block with an Arc.
X, Y, Z, and U reach the target simultaneously.
Arc is modal, and remains in effect until canceled or overridden.
Arcs can be programmed in absolute or incremental, and follows the
active mode.
Specify the feedrate of the movement on or prior to the Arc block.
Conversational format: Arc CW, or Arc CCW
G-code format: G2, or G3
Press the Other button to select the Arc variant that best fits your
needs. Each variant is described next.
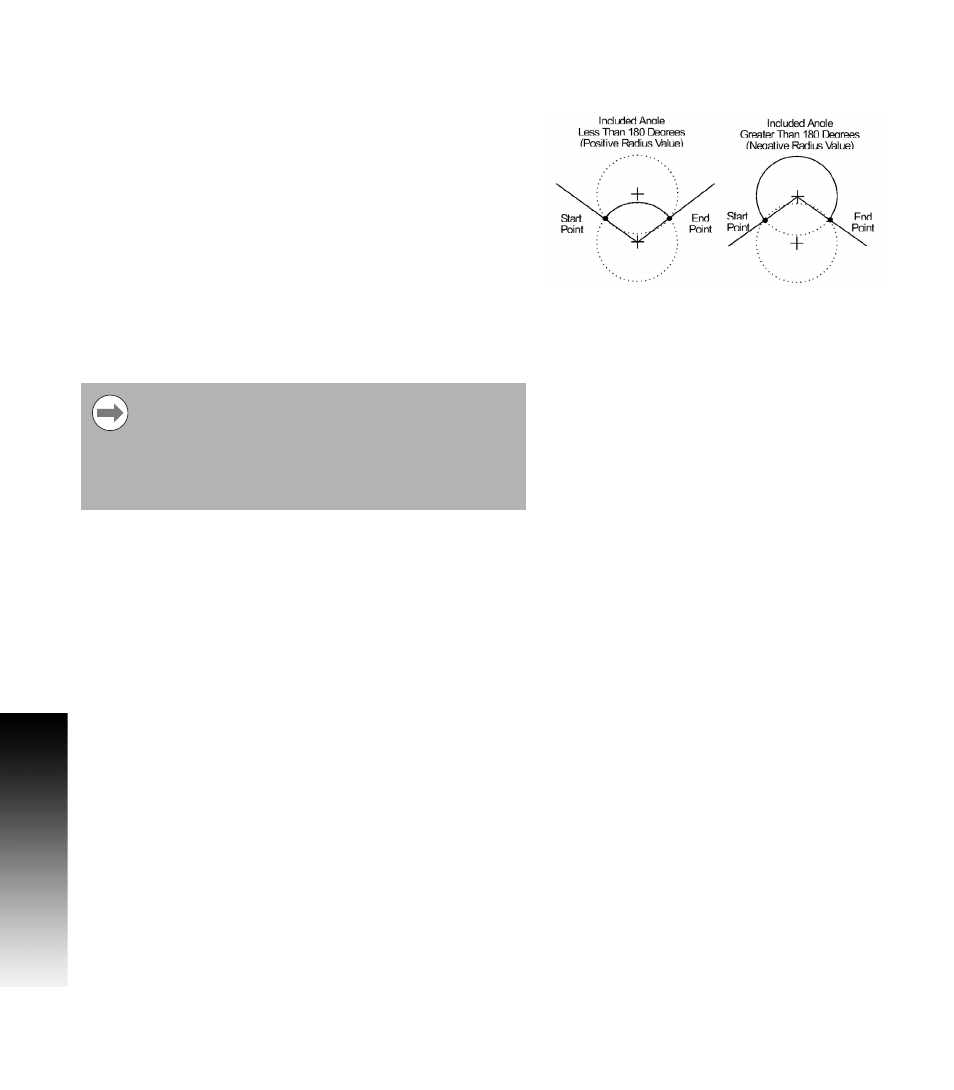
Specify the arc movement to the desired end point at the designated
radius.
Two Arcs can intersect any two points: an Arc with an included angle
less than 180 degrees and an Arc with an included angle greater than
180 degrees.
If the Arc block contains a value for the Z-Axis which
differs from the start point, a helix is generated. Helical
interpolation adds a third dimension to CW or CCW
moves. For the XY plane, the tool moves in a circular
motion in the XY axes and linearly in Z, simultaneously.
You can use helical interpolation for rough boring
applications as an example.