Milling cycles, Mill cycle, 2 canned cy cles – ACU-RITE CNC 3500i User Manual
Page 184
158
7 Programming: Canned Cycles, sub-programs
7.
2 Canned Cy
cles
Milling Cycles
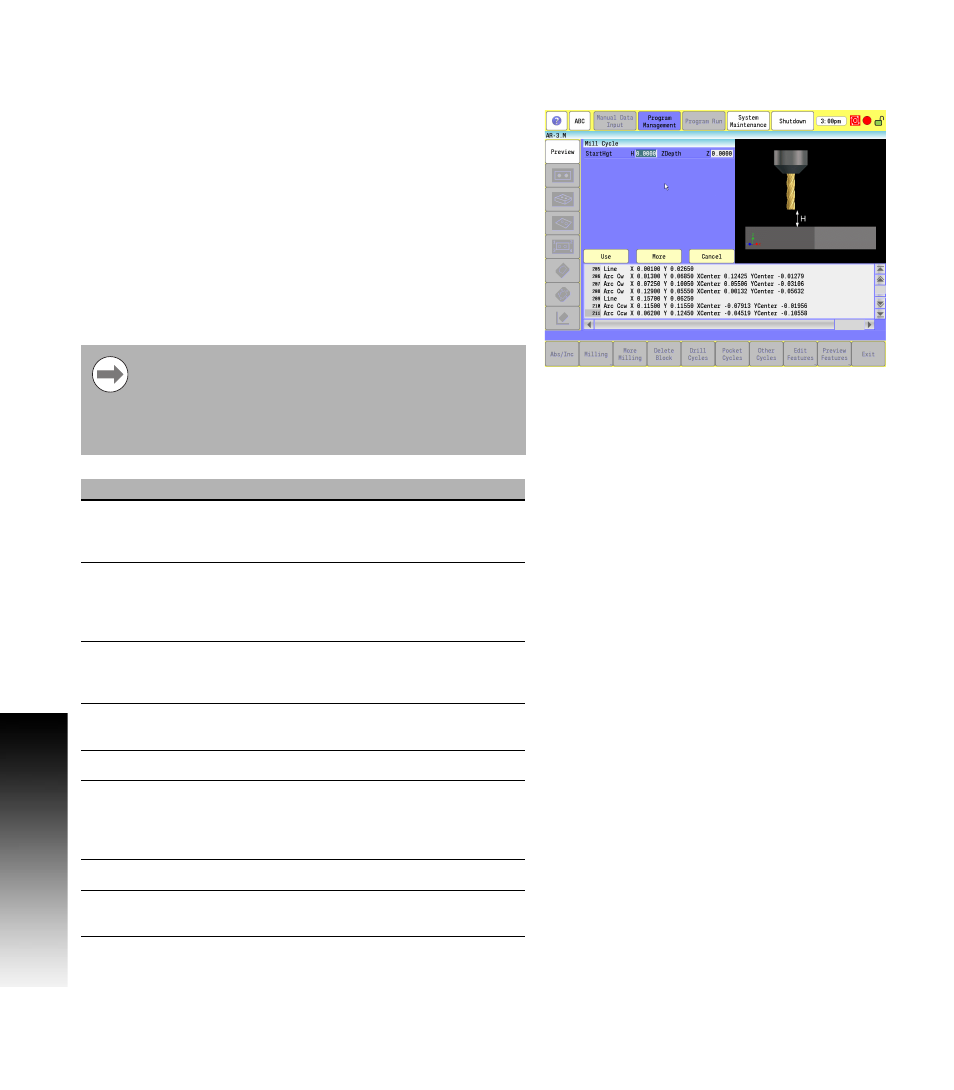
Mill Cycle
The Mill Cycle is intended for contour milling operations. Tool
diameter compensation, Z Pecking, Finish Stock, RoughFeed, and
FinishFeed are supported. The cycle rapids to the XY start point
(compensated, if ToolComp "D" parameter is used) rapid to the start
height and then feed to the ZDepth (Z) or DepthCut (B) using the
ZFeed (I). Subsequent milling blocks are then executed using the
ToolComp (D) parameter and Feed specified. The feedrate can be
changed in the blocks that are being milled. Tool diameter
compensation cannot be changed from within the cycle. The cycle
is terminated with the EndMill (G176) block; at which point, it rapids
up to the StartHgt (H) and rapids to the X and Y location specified. If
X and Y are not specified the tool remains in the current position.
Activate a tool prior to Mill Cycle so the CNC knows the
tool diameter.
If the "D" parameter is used for tool diameter
compensation, the lines of code in the mill cycle must start
with an uncompensated ramp-on move and end with an
uncompensated ramp-off move as the first and last lines
in the mill cycle are not automatically compensated by the
cycle.
Field
Code
Description
XStart
X
X coordinate of the start of the contour. If
no coordinate is provided, default is set to
the present position. (Uncompensated)
YStart
Y
Y coordinate of the start of the contour. If
no coordinate is provided, default is set to
present position. (Uncompensated). Move
XStart and YStart below ZDepth.
StartHgt
H
Absolute Z position to which the CNC
rapids before feeding into the workpiece.
(Required)
ZDepth
Z
The absolute depth of the finished pocket.
(Required)
DepthCut
B
Z-axis increment used for each pass.
ToolComp
D
Tool Compensation. Use Left or Right only.
All other are no compensation.
Compensation LEFT
Compensation RIGHT
ZFeed
I
Z-axis feedrate (plunging feedrate).
Rough
Feed
J
XY axes roughing feedrate. Defaults to last
programmed feedrate.