Irregular pocket cycle, 2 canned cy cles – ACU-RITE CNC 3500i User Manual
Page 216
190
7 Programming: Canned Cycles, sub-programs
7.
2 Canned Cy
cles
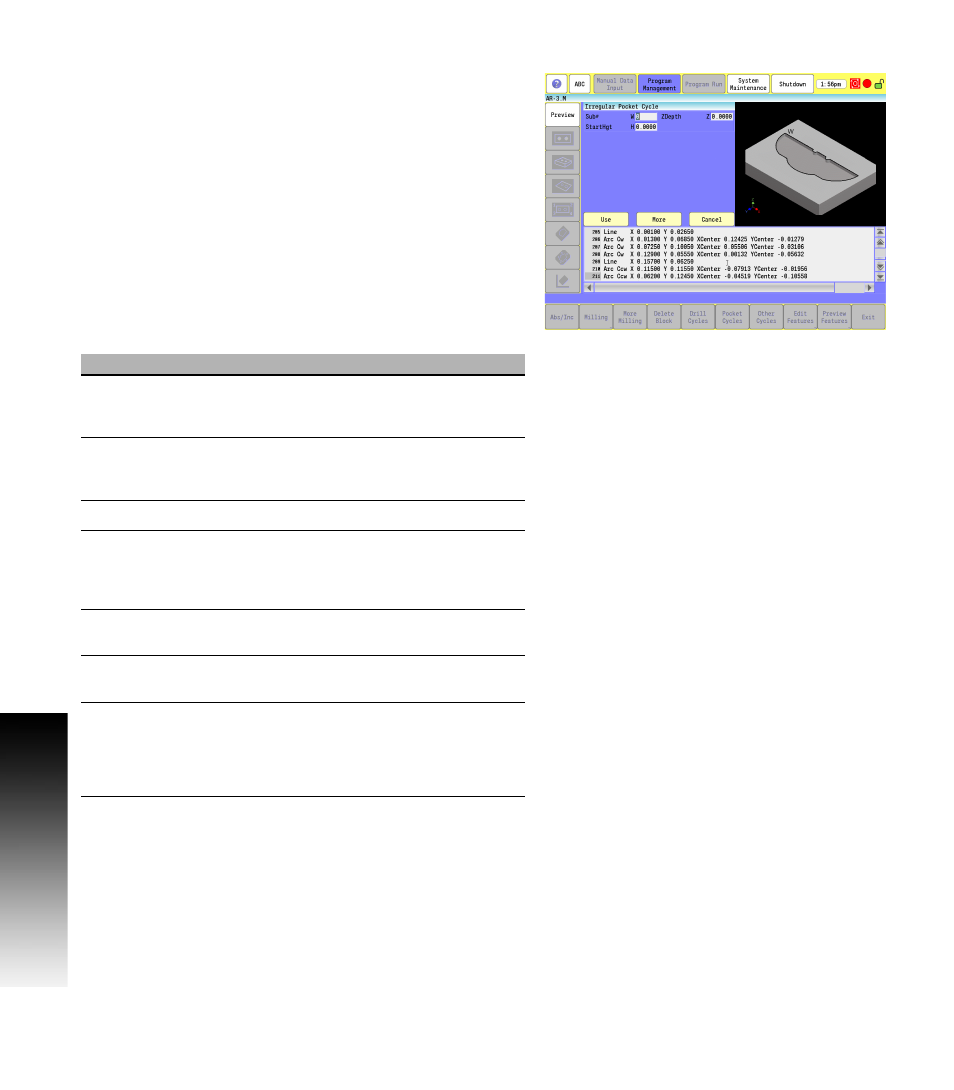
Irregular Pocket Cycle
Use this to mill irregular pockets. You must enter the perimeter of
the shape into a sub-program. The main irregular pocket needs to be
a closed shape, with contiguous line and arc movements starting
and ending at the same point. The first line in the input subroutine
for outside shape or islands needs a Left (G41) or Right (G42) to
indicate which side of the contour the cutter needs to be, as viewed
from the direction of travel. No ramp on or off movement is allowed.
The cycle calculates these moves on and off the defined shape. Do
not include feedrates in the sub-program. In a closed shape, the
endpoint of the first (rapid to position) move and the endpoint of the
last move (line or arc) are the same. The CNC automatically
calculates the moves necessary to clear out the shape.
If there are islands to be avoided, they must be defined in the line
preceding the line using Islands (G162).
Activate the tool prior to programming, so the cutter diameter is
known.
Field
Code
Description
Sub#
W
The number of the sub-program that
contains the perimeter of the pocket. Must
be a closed shape. (Required)
StartHgt
H
Z absolute starting height (0.1” or 2 mm
above surface). Executed in rapid.
(Required)
ZDepth
Z
Absolute depth of pocket. (Required)
StepOver
A
The distance the tool steps over (width of
cut) in the X and Y axes as it mills out the
pocket. Defaults to tool radius, which is the
max.
XStart
X
X-Axis rapid-to starting point. Defaults to
current position.
YStart
Y
Y-Axis rapid-to starting point. Defaults to
current position.
DepthCut
B
The depth of each cut per pass. Defaults to
tool diameter. Max is the full ZDepth in
parameter Z, less bottom finish stock. A
negative value will cause the finish pass to
finish the side walls in steps down.