Bolt hole circle" oem-cycle example, 2 "bolt hole circle" oem-cycle example – HEIDENHAIN TNC 335 Technical Manual User Manual
Page 559
8/95
TNC 360
2 "Bolt Hole Circle" OEM-Cycle Example
9-7
2 "Bolt Hole Circle" OEM-Cycle Example
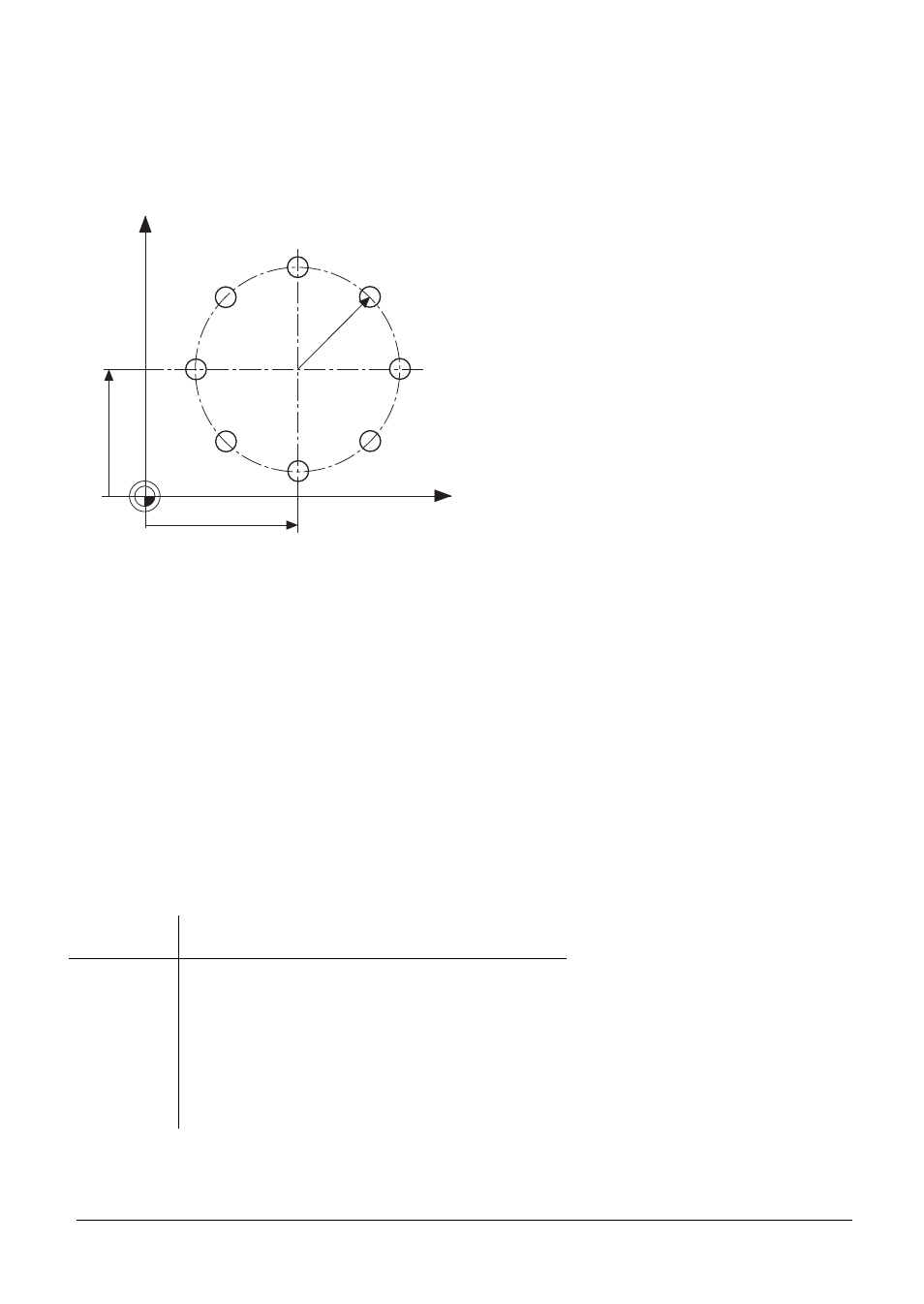
The following "Bolt hole circle" program is an example of an OEM-cycle. (This cycle has not been
loaded in the control unit!) The Z-axis acts as the tool axis. The first hole in the circle is at 0o. The
OEM-cycle calculates the angular position of the holes from the number of holes. The drilling
positions are approached in succession in an anti-clockwise direction, and the holes are made
automatically with an in-feed. Before the cycle is called, the tool is held at the safety clearance.
Y
X
Q4
Q3
Q2
0
°
Input parameters:
Q1 = Number of holes
Q2 = Radius of bolt hole circle
Q3 = X coordinate of center of bolt hole circle
Q4 = Y coordinate of center of bolt hole circle
Q5 = Safety clearance for Z axis
(negative input)
Q6 = Hole depth in Z axis (negative input)
Q7 = Drilling feed
"Bolt hole circle" OEM-cycle
0 BEGIN 99999968 MM
1 DLG-CALL 0/1/2/3/4/5/6/7
Dialogue block
2 FN1: Q6 = +Q6 + +Q5
Distance traversed in Z
3 FN4: Q50 = +360 DIV + Q1
Angle increment
4 FN0: Q60 = +0
Start angle
5 CC X+Q3 Y+Q4
Center of bolt hole circle
6 LBL 11
Jump label
7 LP PR +Q2 PA +Q60 R0 FMAX
Approach drilling position
8 L IZ +Q6 FQ7
Drilling with feed
9 L IZ –Q6 FMAX
Clear
10 FN 1: Q60 = +Q60 + +Q50
Next angle
11 FN12: IF +Q60 LT +360 GOTO LBL 11
Last bore?
12 END PGM 99999968 MM
Dialogues for "Bolt hole circle" OEM-cycle
Dialogue
No.
DIALOGUE
0
BOLT HOLE CIRCLE
1
NUMBER OF HOLES?
2
RADIUS?
3
X COORDINATE CC?
4
Y COORDINATE CC?
5
SAFETY CLEARANCE?
6
TOTAL HOLE DEPTH?
7
DRILLING FEED RATE?