Contour behavior in corners, 1 radial acceleration, 2 constant feed rate in corners – HEIDENHAIN TNC 335 Technical Manual User Manual
Page 163
4-66
TNC 360
3 Servo Positioning of the NC Axes
8/95
3.4 Contour behavior in corners
3.4.1 Radial acceleration
As well as the normal acceleration (MP1060) there is also a machine parameter for radial
acceleration (MP1070).
The machine parameter limits the feed for circular movements according to the following formula:
v = r [m] · MP1070 [m/s
2
]
v= feed rate for circular movements [m/s]
r= radius [m] (cutter mid-point contour)
It is recommended that a value should be entered which is between the half of and the same as that
in MP1060 (Acceleration). If the programmed feed is lower than that above, then the programmed
feed will be used. MP1070 is effective for operation with lag and with feed forward control.
MP1070
Radial acceleration
Input value: 0,001 to 3.0 [m/s
2
]
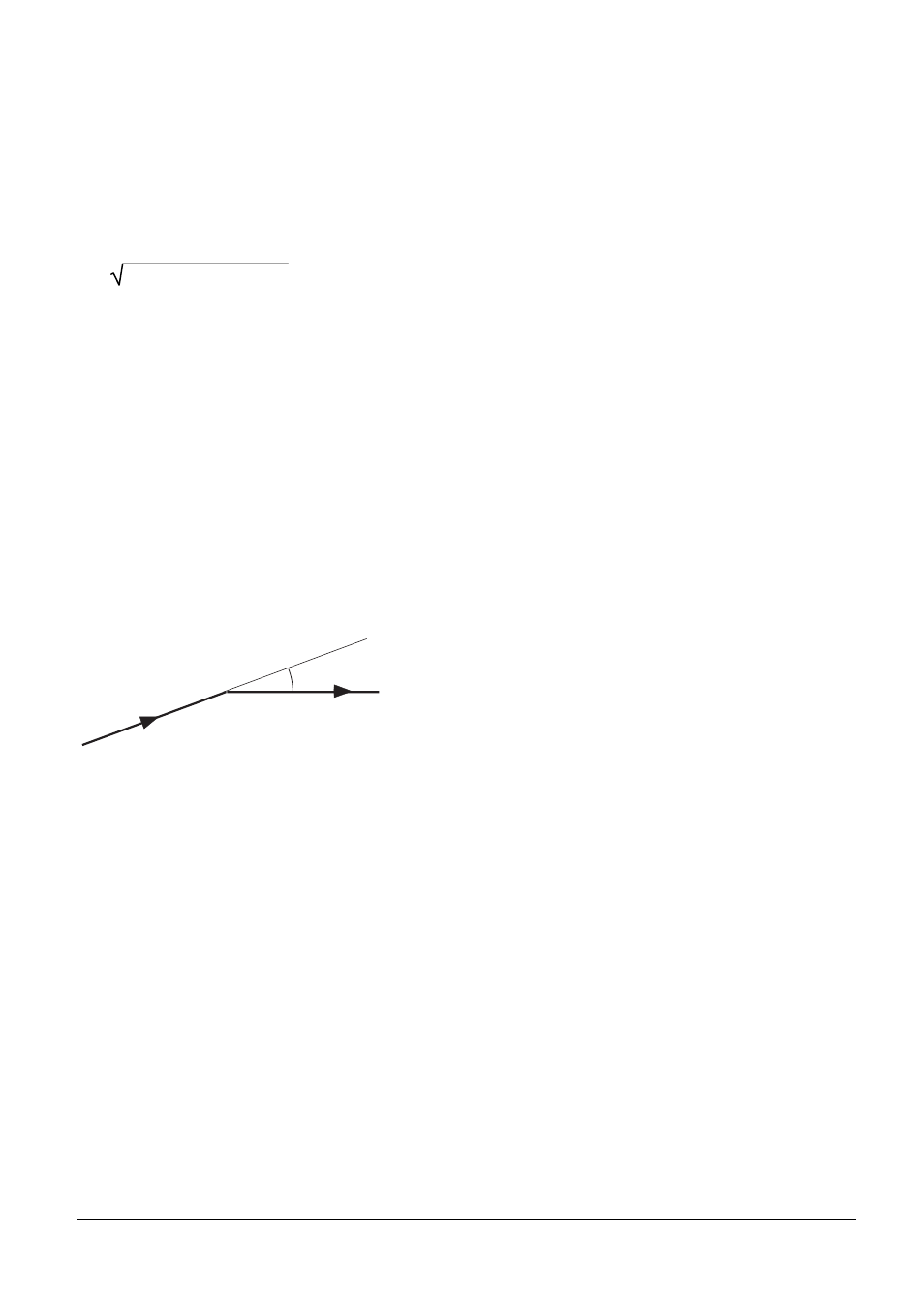
3.4.2 Constant feed rate in corners
Machine parameter MP7460 defines the angle which can still be traversed with constant surface
speed. This machine parameter is effective for corners without a radius compensation, for internal
corners it is also effective with a radius compensation.
MP7460
This machine parameter is effective for operation with feed forward control as well as for operation
with lag. The permissible size of the angle depends on the drives in the machine.
Realistic values are 5° to 15°.