HEIDENHAIN TNC 335 Technical Manual User Manual
Page 119
4-22
TNC 360
1 Machine Axes
8/95
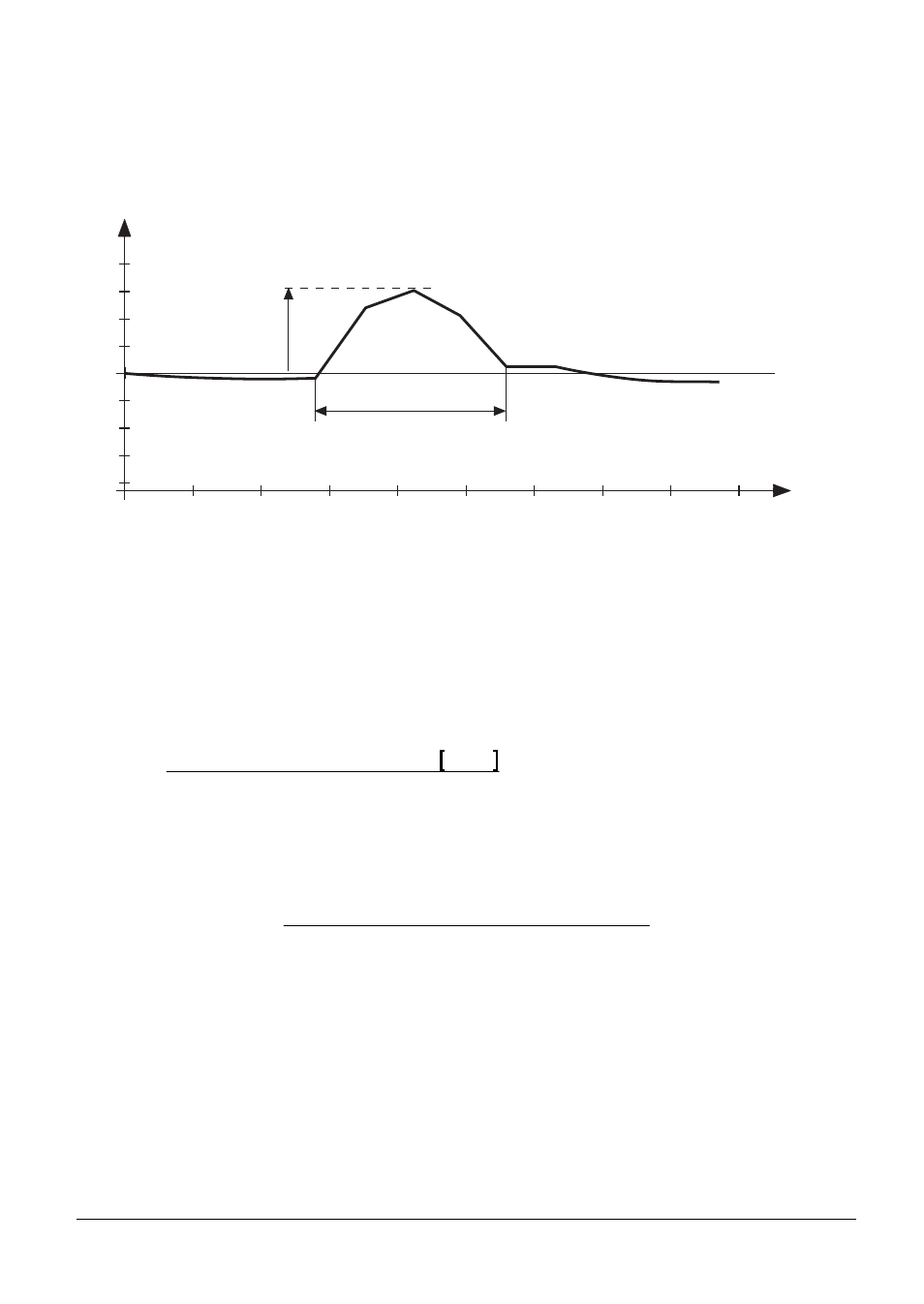
1.6.2 Compensation for reversal errors in circular motion
The stiction in the axis bearings can lead to reversal errors at the quadrant transitions during circular
movements.
Commercially available devices such as the HEIDENHAIN Double Ball Bar system (DBB) can
diagnose these errors and determine the size and duration of their peaks.
91
°
0
µ
m
3
6
9
12
3
6
9
12
92
°
93
°
94
°
95
°
96
°
97
°
98
°
99
°
Spitzenweite
Peak width
MP711
The TNC can then compensate for these errors. The size of the reversal error which is to be
compensated is entered in machine parameter MP711, and the portion of the peaks to be
compensated per closed loop cycle time is entered in MP712.
The diagram from the DBB system shows the size and duration of a reversal peak.
The input value for MP712 can be calculated as follows:
–
Duration of the reversal peak
t
Pr
[s] =
Peak width[ ] 2 Radius [mm] 60 s / min
360 [ ] Feed rate [mm / min]
° ⋅
⋅
⋅
° ⋅
π
the peak width is [°] indicated in the diagram;
feed rate [mm/min] is the programmed contouring feed rate.
–
Compensation per control loop cycle time (6 ms with TNC 360)
Compensation [mm] =
Reversal peaks [mm] Control loop cycle time [s]
0.5 t [s] 10
Pr
3
⋅
⋅
⋅
The compensation value is entered in MP712.
MP711
Size of the reversal peaks in circular motion
Input range: –1.000 to +1.000 [mm]
MP711.0
X axis
MP711.1
Y axis
MP711.2
Z axis
MP711.3
4th axis