HEIDENHAIN TNC 335 Technical Manual User Manual
Page 150
8/95
TNC 360
3 Servo Positioning of the NC Axes
4-53
Y
S
v
t
➀
➁
➂
X
S
Vx
sax
s
ax
+
➃
➄
➅
v
x
Noml+
Servo
amplifier
+
-
v
x
Actl
Acceleration:
MP1060
Integral factor
MP1080
kv factor: MP1810
Kinkpoint: MP1830
Multiplication factor: MP1820
s=s
0
+v·
∆
t
X
Actl
X
Noml
-
v=
a·
t
v
=
k
v
·s a
x
U
t
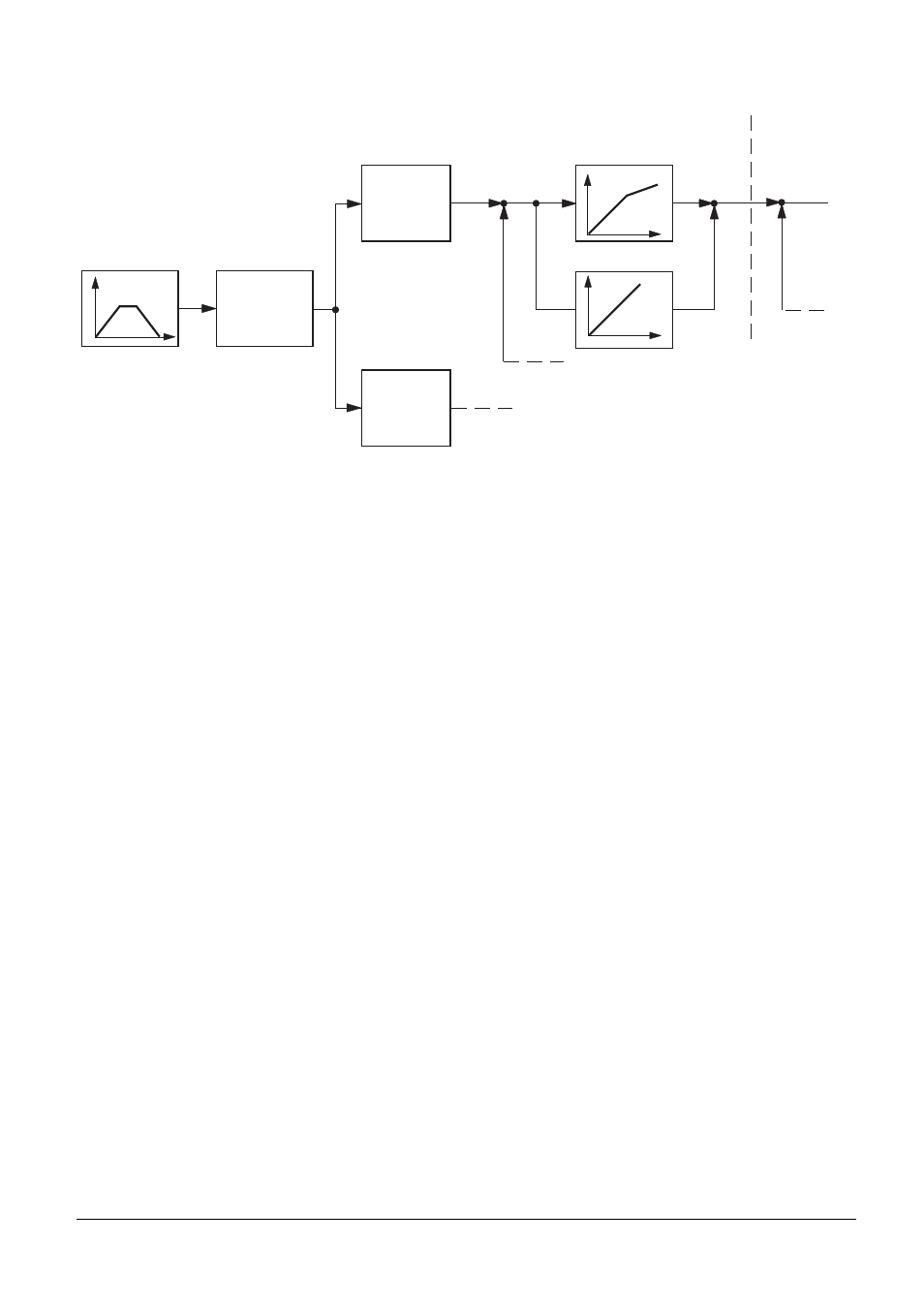
➀ The control calculates a nominal velocity value every 6 ms from the feed programmed in the NC
program and the final position (X- , Y-, Z-, 4th axis) , allowing for the acceleration which has been
stored (MP1060). The stored acceleration is valid for the rising as well as the falling slope. If
several axes are traversed simultaneously, then the smallest value for acceleration is effective.
➁ Every 6 ms a nominal path value is calculated from the velocity nominal value.
s = s
o
+ v ·
∆
t
s
= nominal path value
s
o
= previous nominal path value
v
= nominal velocity value
∆
t
= cycle time 6 ms
➂ The nominal path value is resolved into the individual axis components, depending on which
axes have been programmed.
➃ The axis-dependent nominal path value is compared with the actual value of the positions and
the lag s
a
is calculated.
s
ax
= x
Noml
- x
Actl
s
ax
= lag for X axis
x
Noml
= nominal path value for X axis
x
Act l
= actual path value for X axis
➄ The lag is multiplied by the k
v factor
MP1810 and passed on to the drive amplifier as a nominal
velocity value (analog voltage).
v
x
= k
v ·
s
ax
v
x
= nominal velocity value for X axis
➅ If the axes are stopped, the integral factor MP1080 is effective as well. It causes an offset
adjustment (see section "Offset adjustment").