4 in-position check (pfn), 1) overview, 2) format – Yaskawa MP2000 Series: User's Manual for Motion Programming User Manual
Page 189
8 Command Reference
8.3.4 In-Position Check (PFN)
8-82
8.3.4 In-Position Check (PFN)
(1) Overview
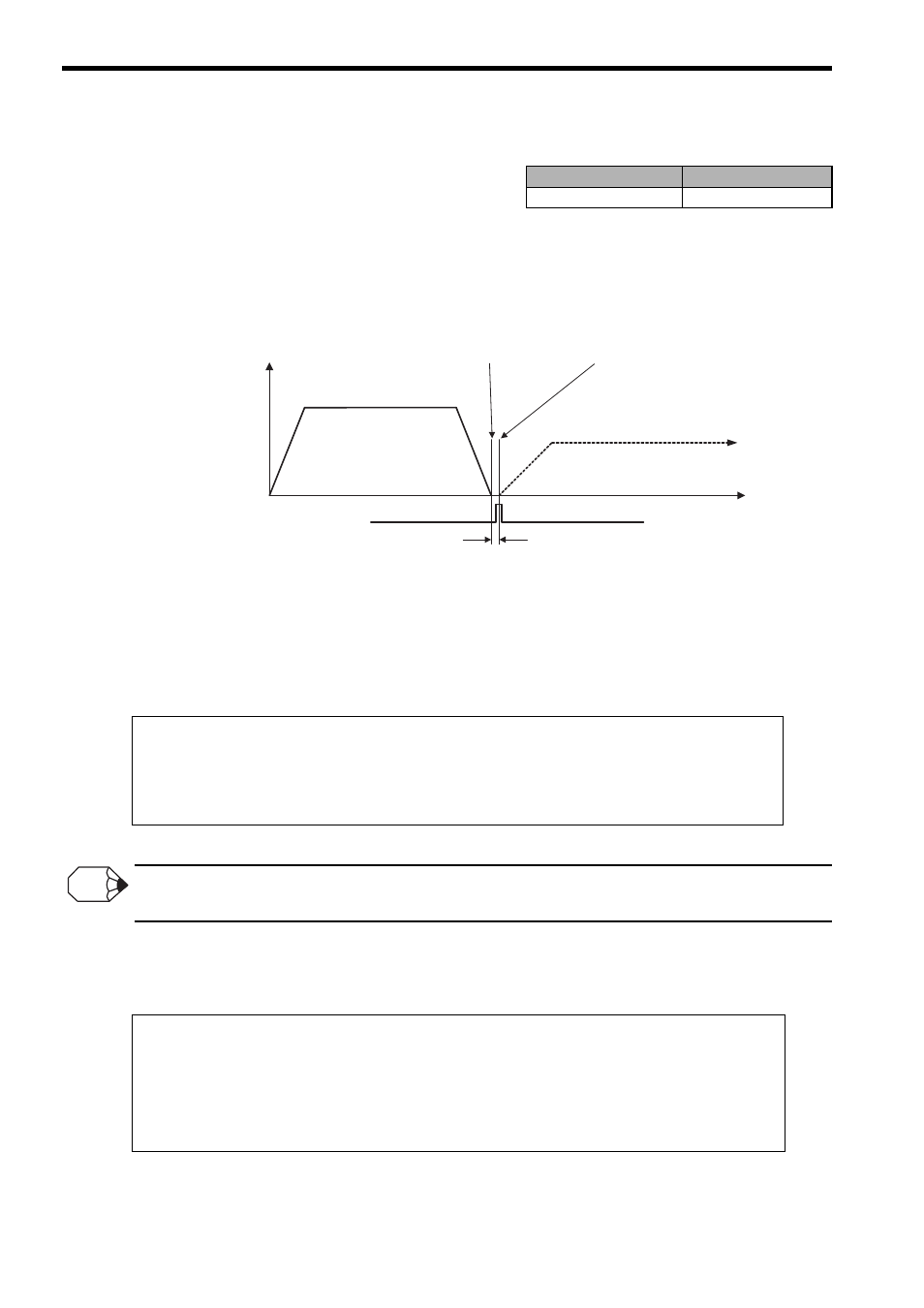
The In-Position Check command (PFN) verifies whether the axis being moved by an interpolation related com-
mand enters the NEAR position range (NEAR signal output width).
For an axis that is being moved by interpolation related command MVS, MCW, MCC, or SKP, an in-position
check is normally not executed. Use a PFN command to verify that the axis enters the NEAR position range.
Fig. 8.48 In-position Check Executed by PFN Command
Bit 3 (NEAR position) of motion monitoring parameter IW
0C turns ON when the following condition is sat-
isfied.
Use INP command to set the NEAR signal output width.
If the NEAR signal output width is set to 0, bit 3 of motion monitoring parameter IW
0C turns ON when the distribu-
tion of the reference value, including the filter, is completed.
(2) Format
Motion Programs
Sequence Programs
Applicable
Not applicable
⎜
MPOS – APOS
⎜
≤
NEAR signal output width
MPOS
: Motion monitoring parameter IL
12 (Machine coordinate system reference position)
APOS
: Motion monitoring parameter IL
16 (Machine coordinate system feedback position)
Interpolation related command block
To the next command block
In-position check
executed by PFN command
Distribution completed
Speed V
Time (t)
NEAR position signal ON
Motion monitoring parameter
IW
0C, bit 3: NEAR position
INFO
• When coding a PFN command in the interpolation related command block
MVS [Logical axis name 1] - [Logical axis name 2] - [Logical axis name 3] ... PFN;
• When coding a PFN command independently
PFN [Logical axis name 1] [Logical axis name 2] [Logical axis namd 3]...;