4 p ath cont ours — car tesian coor dinat es – HEIDENHAIN TNC 410 User Manual
Page 96
83
HEIDENHAIN TNC 410
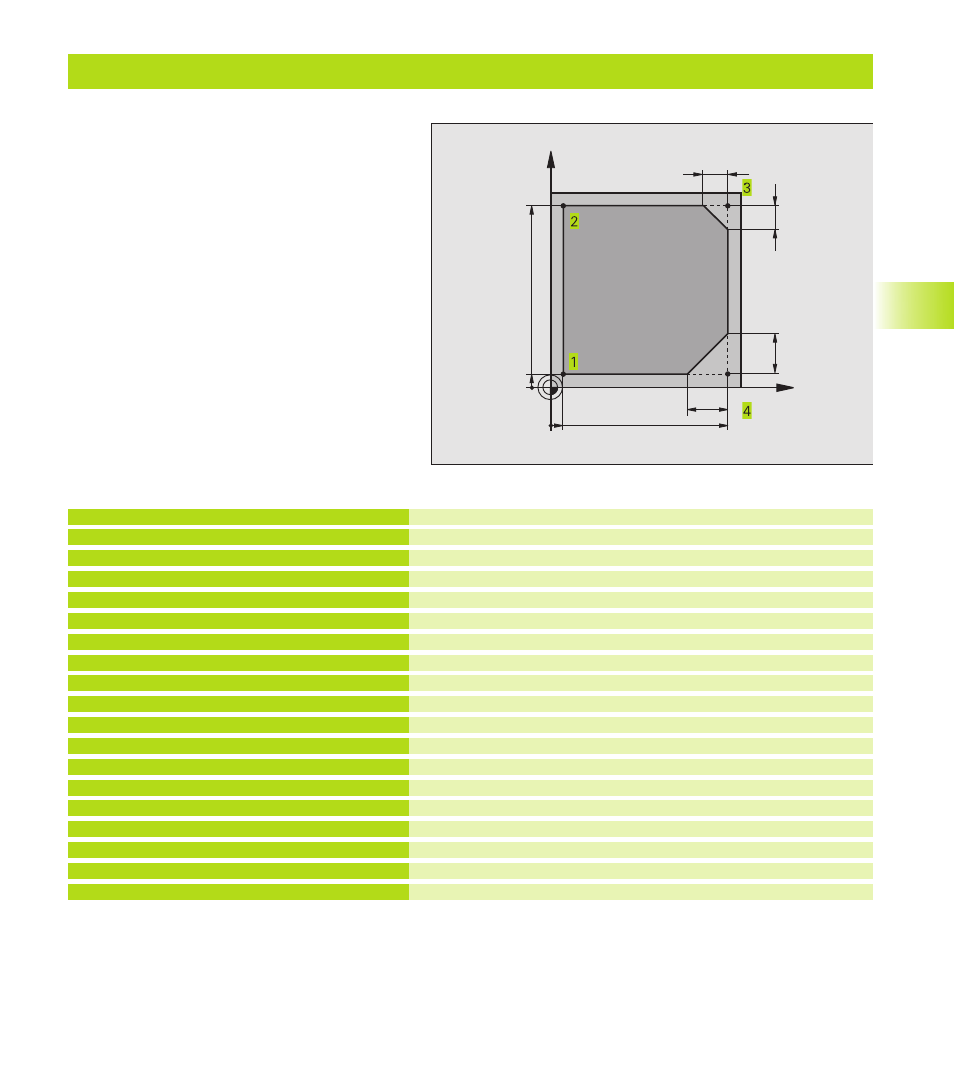
Example: Linear movements and chamfers with Cartesian coordinates
6.4 P
ath Cont
ours — Car
tesian Coor
dinat
es
Example: Linear movements and chamfers with Cartesian coordinates
0 BEGIN PGM LINEAR MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S4000
5 L Z+250 R0 FMAX
6 L X-10 Y-10 R0 F MAX
7 L Z-5 R0 F1000 M3
8 APPR LT X+5 Y+5 LEN10 RL F300
9 L Y+95
10 L X+95
11 CHF 10
12 L Y+5
13 CHF 20
14 L X+5
15 DEP LT LEN10 R0 F1000
16 L Z+250 R0 FMAX M2
17 END PGM LINEAR MM
Define blank form for graphic workpiece simulation
Define tool in the program
Call tool in the spindle axis and with the spindle speed S
Retract tool in the spindle axis at rapid traverse FMAX
Pre-position the tool
Move to working depth at feed rate F = 1000 mm/min
Approach the contour at point 1 on straight lines with tangential
connection
Move to point 2
Point 3: first straight line for corner 3
Program chamfer with length 10 mm
Point 4: 2nd straight line for corner 3, 1st straight line for corner 4
Program chamfer with length 20 mm
Move to last contour point 1, second straight line for corner 4
Depart the contour on a straight line with tangential connection
Retract in the tool axis, end of program
X
Y
95
5
95
5
10
10
20
20