3 pr ogr am run – HEIDENHAIN TNC 410 User Manual
Page 256
243
HEIDENHAIN TNC 410
Mid-program startup (block scan)
The block-scan function can vary depending on the
individual machine. Refer to your machine tool manual.
With the RESTORE POS AT N feature (block scan) you can start a
part program at any block you desire. The TNC scans the program
blocks up to that point.
Always begin a block scan from the beginning of the
program.
If the program contains a programmed interruption
before the startup block, the TNC interrupts the block
scan. Press the RESTORE POS. AT and START soft keys
once again to continue the block scan.
After a block scan, use the returning-to-contour function
to move the tool to mid-program startup position (see
following page).
Tool length compensation only becomes effective after
the tool has been called and positioned in the tool axis.
This also applies to tool lengths that have changed.
ú
To go to the first block of the current program to start a block
scan, enter GOTO ”0”.
ú
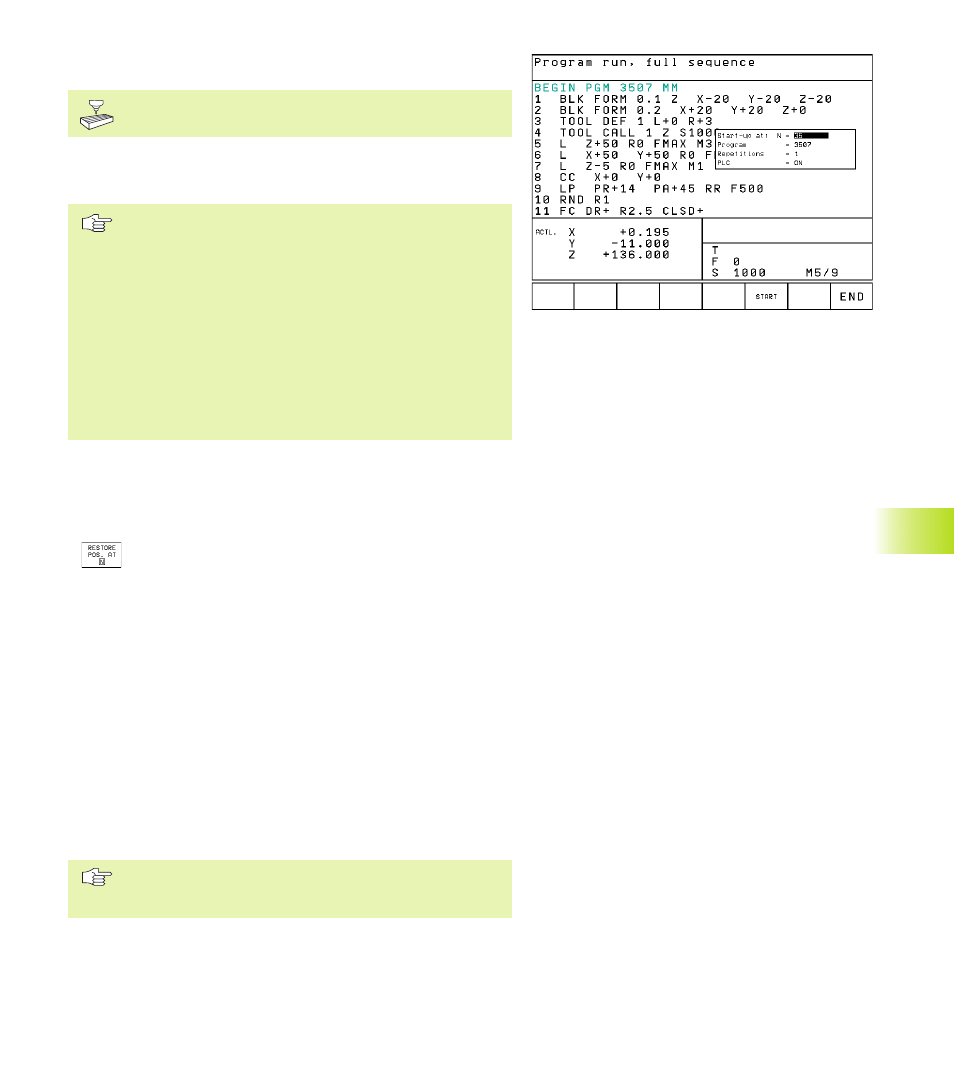
To select block scan, press the RESTORE POS AT N soft key. The
TNC displays an input window:
ú
Start-up at N: Enter the block number N at which the
block scan should end.
ú
Program: Enter the name of the program containing
block N.
ú
Repetitions: If block N is located in a program section
repeat, enter the number of repetitions to be calculated
in the block scan.
ú
PLC ON/OFF: To account for all tool calls and
miscellaneous functions M: Set the PLC to ON (use
the ENT key to switch between ON and OFF). If PLC is
set to OFF, the TNC considers only the geometry.
Make sure that the tool in the spindle corresponds to
the tool called in the program.
ú
To start the block scan, press the START soft key.
ú
To return to contour: See following section ”Returning
to the Contour.”
You can move the input window for mid-program startup.
Press the screen layout key and use the displayed soft
keys.
1
1
.3 Pr
ogr
am Run