3 pr ogr am run – HEIDENHAIN TNC 410 User Manual
Page 254
241
HEIDENHAIN TNC 410
1
1
.3 Pr
ogr
am Run
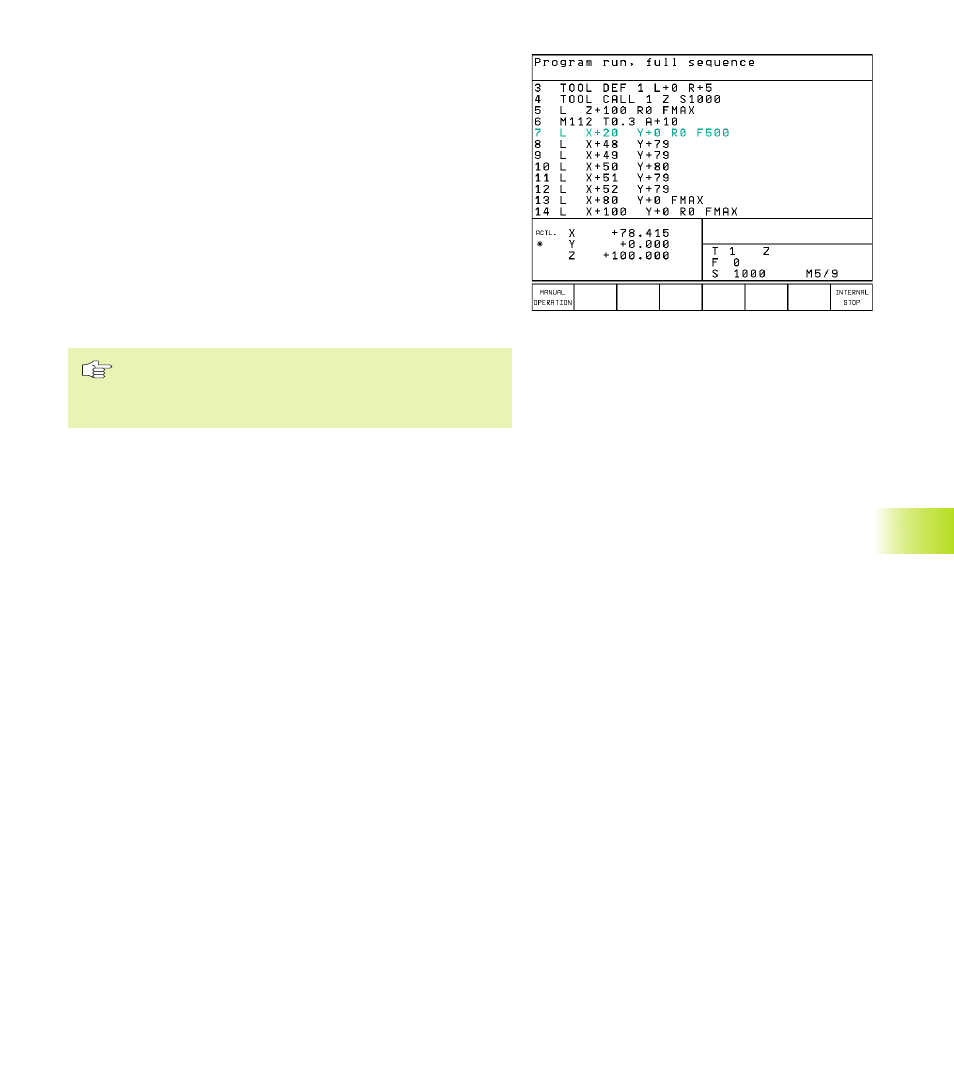
Moving the machine axes during an interruption
You can move the machine axes during an interruption in the same
way as in the Manual Operation mode.
Example:
Retracting the spindle after tool breakage
ú
Interrupt machining.
ú
Enable the external direction keys: Press the MANUAL OPERATI-
ON soft key.
ú
Move the axes with the machine axis direction buttons.
Use the function „Returning to the Contour“ (see below) to return
to a contour at the point of interruption.
Resuming program run after an interruption
If you interrupt a program run during a fixed cycle, you
must resume the program from the beginning of the
cycle. This means that some machining operations will
be repeated.
When a program run is interrupted, the TNC stores:
■
The data of the last defined tool
■
Active coordinate transformations
■
The coordinates of the circle center that was last defined
■
The current count of program section repeats
■
The number of the block where a subprogram
or a program section repeat was last called
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)