3 cont our appr oac h and depar tu re – HEIDENHAIN TNC 410 User Manual
Page 85
72
6 Programming: Programming Contours
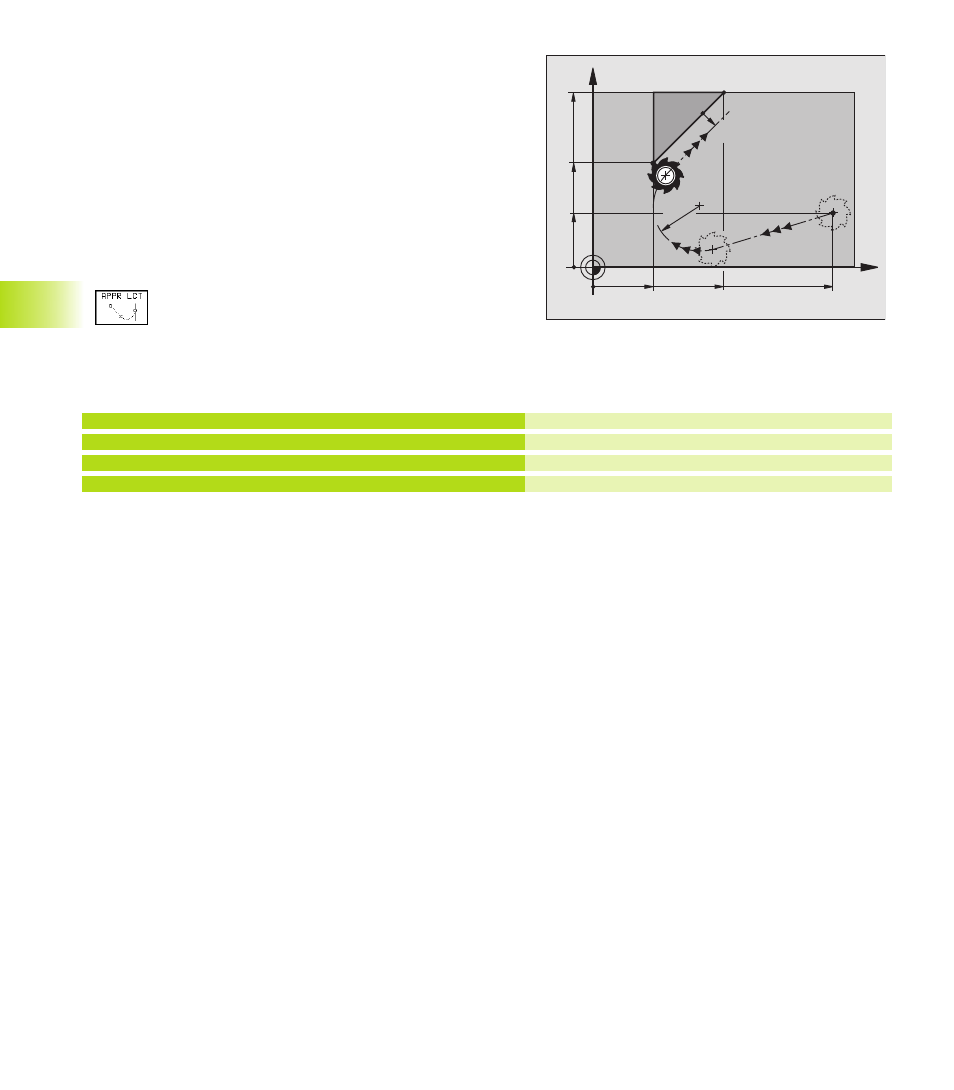
Approaching on a circular arc with tangential
connection from a straight line to the contour:
APPR LCT
The tool moves on a straight line from the starting point P
S
to an
auxiliary point P
H
. It then moves from P
H
to the first contour point P
A
on a circular arc.
The arc is connected tangentially both to the line P
S
– P
H
as well as
to the first contour element. Once these lines are known, the radius
then suffices to completely define the tool path.
ú
Use any path function to approach the starting point P
S
.
ú
Initiate the dialog with the APPR/DEP key and APPR LCT soft key:
ú
Coordinates of the first contour point P
A
ú
Radius R of the arc
Always enter R as a positive value.
ú
Radius compensation for machining
Example NC blocks
7 L X+40 Y+10 R0 FMAX M3
8 APPR LCT X+10 Y+20 Z-10 R10 RR F100
9 L X+20 Y+35
10 L ...
Approach P
S
without radius compensation
P
A
with radius compensation RR, radius R=10
End point of the first contour element
Next contour element
X
Y
10
20
P
A
RR
P
S
R0
P
H
RR
RR
40
10
R10
35
20
6.3 Cont
our
Appr
oac
h and Depar
tu
re