6 sl cycles – HEIDENHAIN TNC 410 User Manual
Page 182
169
HEIDENHAIN TNC 410
ROUGH-OUT (Cycle 6)
Process
1 The TNC positions the tool in the working plane above the first
cutting point, taking the finishing allowance into consideration.
2 The TNC moves the tool at the feed rate for plunging to the first
plunging depth.
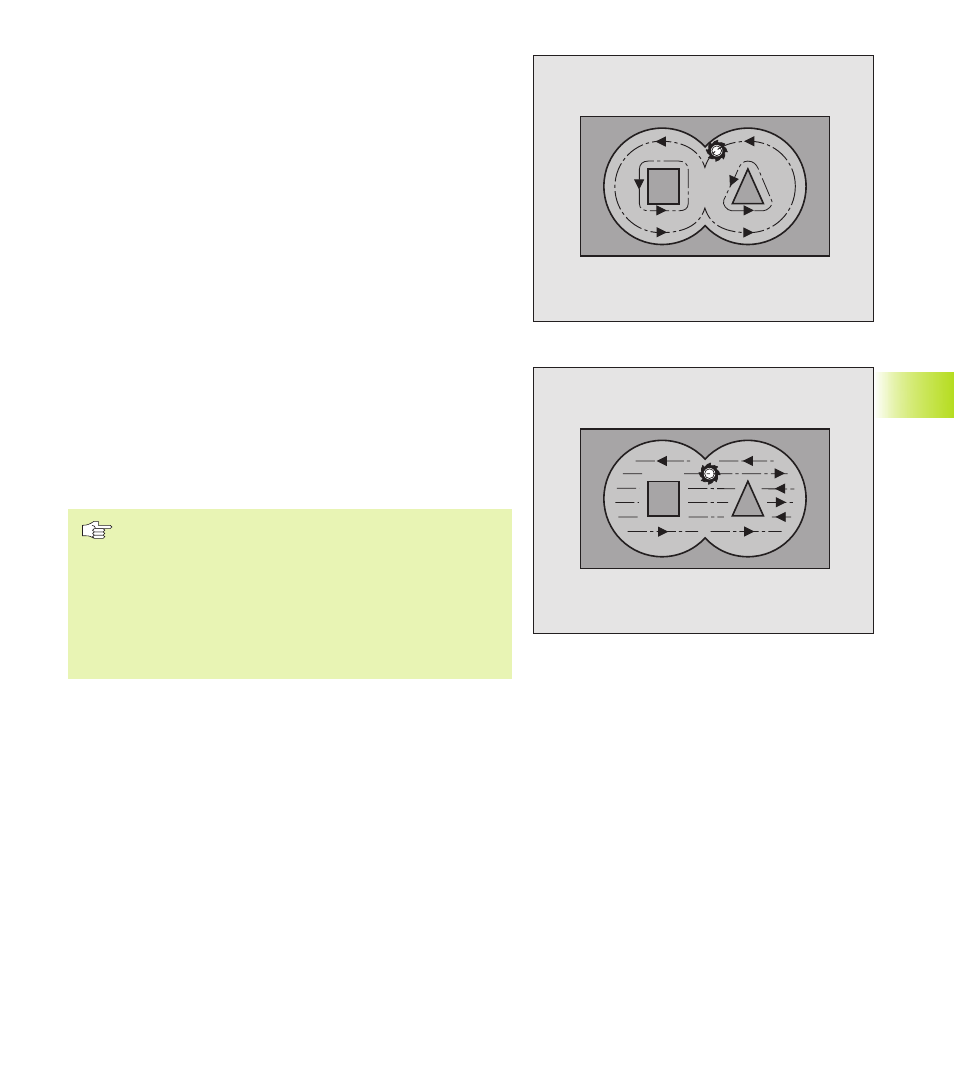
The contour is fully rough-milled (see figure at top right):
1 The tool mills the first subcontour at the programmed feed rate,
taking the finishing allowance in the machining plane into
consideration
2 Further depths and further subcontours are milled by the TNC in
the same way
3 The TNC moves the tool in the spindle axis to the set-up
clearance and then positions it above the first cutter infeed point
in the machining plane.
Rough out pocket (see figure at center right):
1 After reaching the first plunging depth, the tool mills the contour
at the programmed feed rate paraxially or at the entered roughing
angle.
2 The island contours (here: C/D) are traversed at set-up clearance
3 This process is repeated until the entered milling depth is
reached.
Before programming, note the following:
With MP7420.0 and MP7420.1 you define how the TNC
should machine the contour (see section ”15.1 General
User Parameters”).
Program a positioning block for the starting point in the
tool axis (set-up clearance above the workpiece surface).
This cycle requires a center-cut end mill (ISO 1641) or
pilot drilling with Cycle 15.
8.6 SL Cycles
A
B
C
D