7 cycles for multipass milling – HEIDENHAIN TNC 410 User Manual
Page 189
8 Programming: Cycles
176
8.7 Cycles for multipass milling
The TNC offers two cycles for machining surfaces with the
following characteristics:
■
Flat, rectangular surfaces
■
Flat, oblique-angled surfaces
■
Surfaces that are inclined in any way
■
Twisted surfaces
Cycle
Soft Key
230 MULTIPASS MILLING
For flat rectangular surfaces
231 RULED SURFACE
For oblique, inclined or twisted surfaces
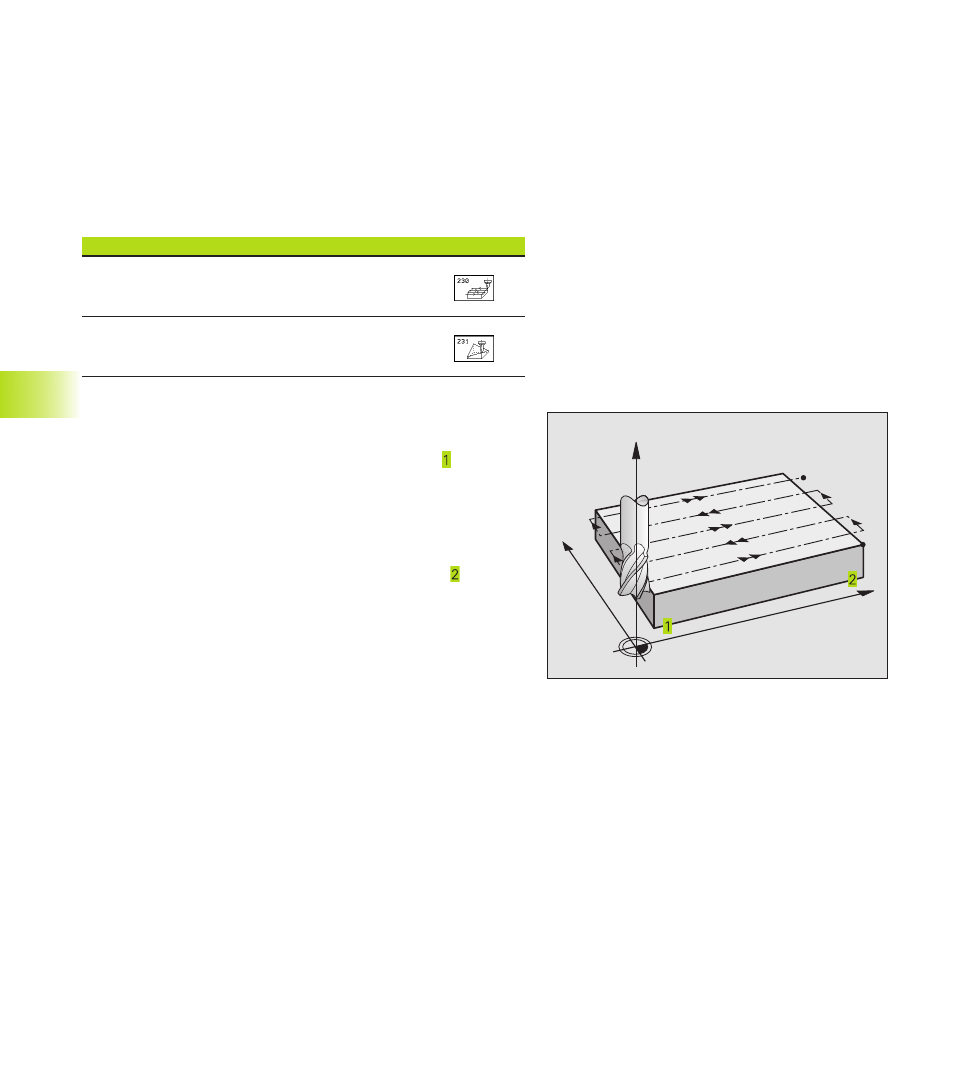
MULTIPASS MILLING (Cycle 230)
1 From the current position, the TNC positions the tool in rapid
traverse in the working plane to the starting position . During
this movement, the TNC also offsets the tool by its radius to the
left and upward.
2 The tool then moves in FMAX in the tool axis to set-up clearance.
From there it approaches the programmed starting position in the
tool axis at the feed rate for plunging.
3 The tool subsequently advances to the stopping point at the
feed rate for milling. The stopping point is calculated from the
programmed starting point, the programmed length and the tool
radius.
4 The TNC offsets the tool to the starting point in the next pass at
the stepover feed rate. The offset is calculated from the
programmed width and the number of cuts.
5 The tool then returns in the negative X direction
6 Multipass milling is repeated until the programmed surface has
been completed.
7 At the end of the cycle, the tool is retracted in FMAX to set-up
clearance.
X
Y
Z
8.7 Cycles for Multipass Milling