2 t ool d a ta – HEIDENHAIN TNC 410 User Manual
Page 63
50
5 Programming: Tools
Pocket table for tool changer
The TOOLP.TCH (TOOL Pocket)table must be programmed to enable
automatic tool change.
To select the pocket table:
ú
In the Programming and Editing mode,
ú
call the file manager.
ú
Move the highlight to TOOLP.TCH. Confirm with the
ENT key.
ú
In a machine operating mode
ú
To select the tool table, press the TOOL TABLE soft
key.
ú
To select the pocket table,
press the POCKET TABLE soft key
ú
Set the EDIT soft key to ON
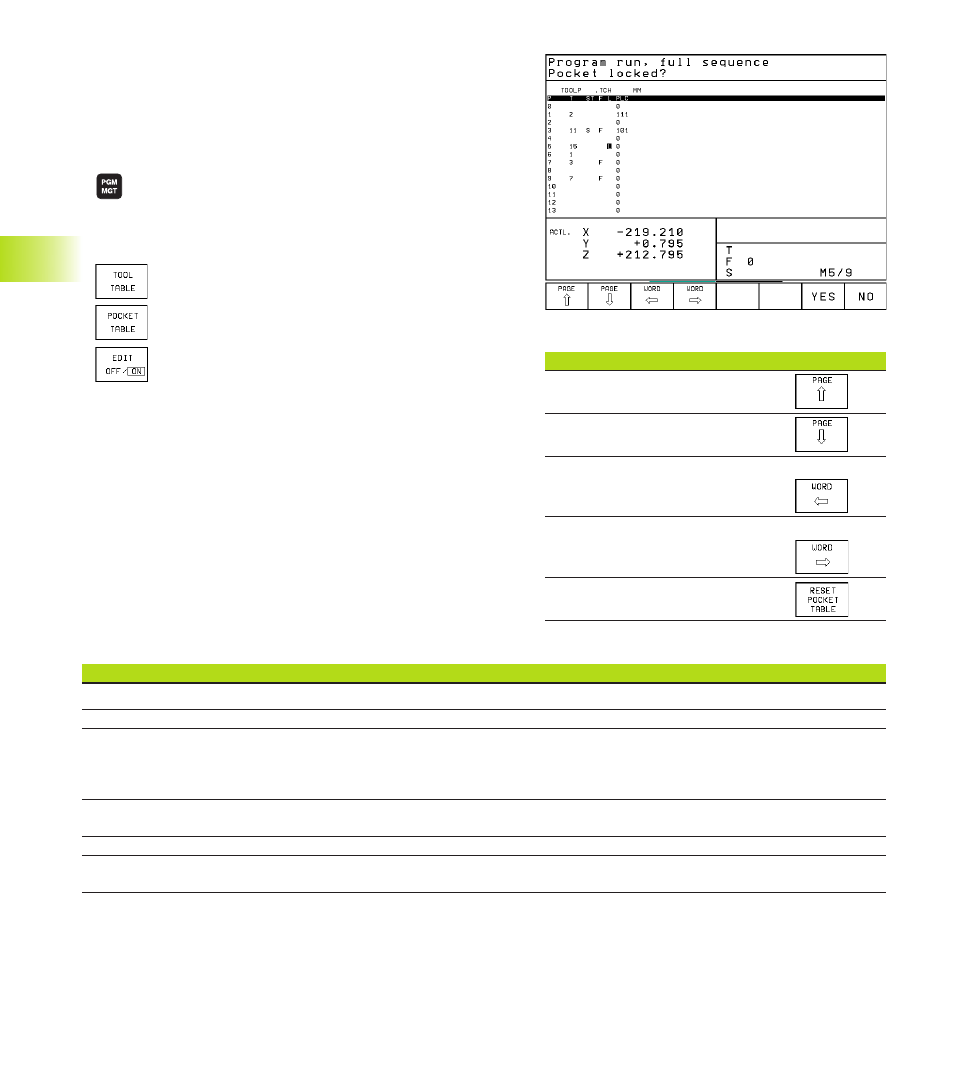
When you have opened the pocket table, you can edit the tool data
by moving the cursor to the desired position in the table with the
arrow keys (see figure at upper right). You can overwrite the stored
values, or enter new values at any position.
You may not use a tool number twice in the pocket table. If you do
so the TNC will output an error message when you exit the table.
You can enter the following information on a tool into a pocket table
5.2 T
ool D
a
ta
Abbr.
Input
P
Pocket number of the tool in the tool magazine
T
Tool number
ST
Special tool with a large radius requiring several pockets
in the tool magazine. If your special tool takes up pockets
in front of and behind its actual pocket, these additional
pockets need to be locked (status L).
F
Fixed tool number.
The tool is always returned to the same pocket.
L
Locked pocket
PLC
Information on this tool pocket that is to be
sent to the PLC
Dialog
–
Tool number?
Special tool ?
Fixed pocket?
Locked pocket?
PLC status?
Editing functions for pocket tables
Soft key
Select previous page in table
Select next page in table
Move the highlight one column to
the left
Move the highlight one column to
the right
Reset pocket table