HEIDENHAIN TNC 410 User Manual
Page 35
22
3.1 Pr
ogr
amming and Ex
ecuting Simple P
ositioning Bloc
ks
3 Positioning with Manual Data Input (MDI)
3.1 Programming and Executing
Simple Positioning Blocks
The operating mode Positioning with Manual Data Input is
particularly convenient for simple machining operations or pre-
positioning of the tool. It enables you to write a short program in
HEIDENHAIN conversational programming or in ISO format, and
execute it immediately. You can also call TNC cycles. The program is
stored in the file $MDI. In the operating mode Positioning with MDI,
the additional status displays can also be activated.
Select the Positioning with MDI mode of
operation. Program the file $MDI as you wish.
To start program run, press the machine START
button.
Limitations:
The following functions are not available:
- - Tool radius compensation
- FK free contour programming
- Programming graphics and program-run graphics
- The programmable probing functions
- Subprograms, Program section repetitions
- The path functions CT, CR, RND and CHF
- PGM CALL
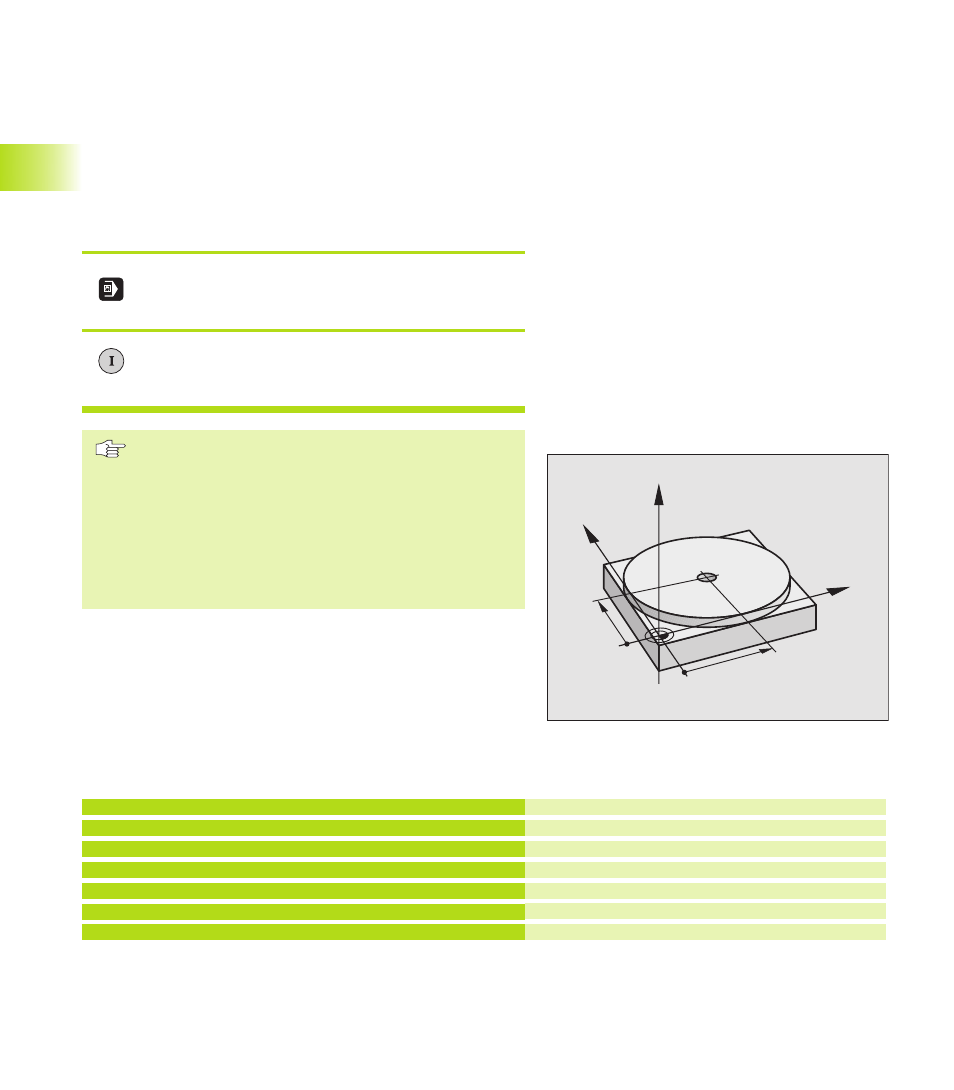
Example 1
A hole with a depth of 20 mm is to be drilled into a single
workpiece. After clamping and aligning the workpiece and setting
the datum, you can program and execute the drilling operation in a
few lines.
First you pre-position the tool in L blocks (straight-line blocks) to the
hole center coordinates at a setup clearance of 5 mm above the
workpiece surface. Then drill the hole with Cycle 1 PECKING.
0 BEGIN PGM $MDI MM
1 TOOL DEF 1 L+0 R+5
2 TOOL CALL 1 Z S2000
3 L Z+200 R0 FMAX
4 L X+50 Y+50 R0 FMAX M3
5 L Z+5 F2000
Y
X
Z
50
50
Define tool: zero tool, radius 5
Call tool: tool axis Z
Spindle speed 2000 rpm
Retract tool (FMAX = rapid traverse)
Move the tool at FMAX to a position above the bore-
hole, spindle on Position tool to 5 mm above hole