1 entering miscellaneous functions m and stop – HEIDENHAIN TNC 410 User Manual
Page 117
7 Programming: Miscellaneous Functions
104
7.1
Entering Miscellaneous Functions M
and STOP
With the TNC’s miscellaneous functions — also called M functions
— you can affect:
■
Program run, such as a program interruption
■
Machine functions, such as switching spindle rotation and coolant
supply on and off
■
Contouring behavior of the tool
The machine tool builder may add some M functions
that are not described in this User’s Manual. Refer to
your machine manual for more information.
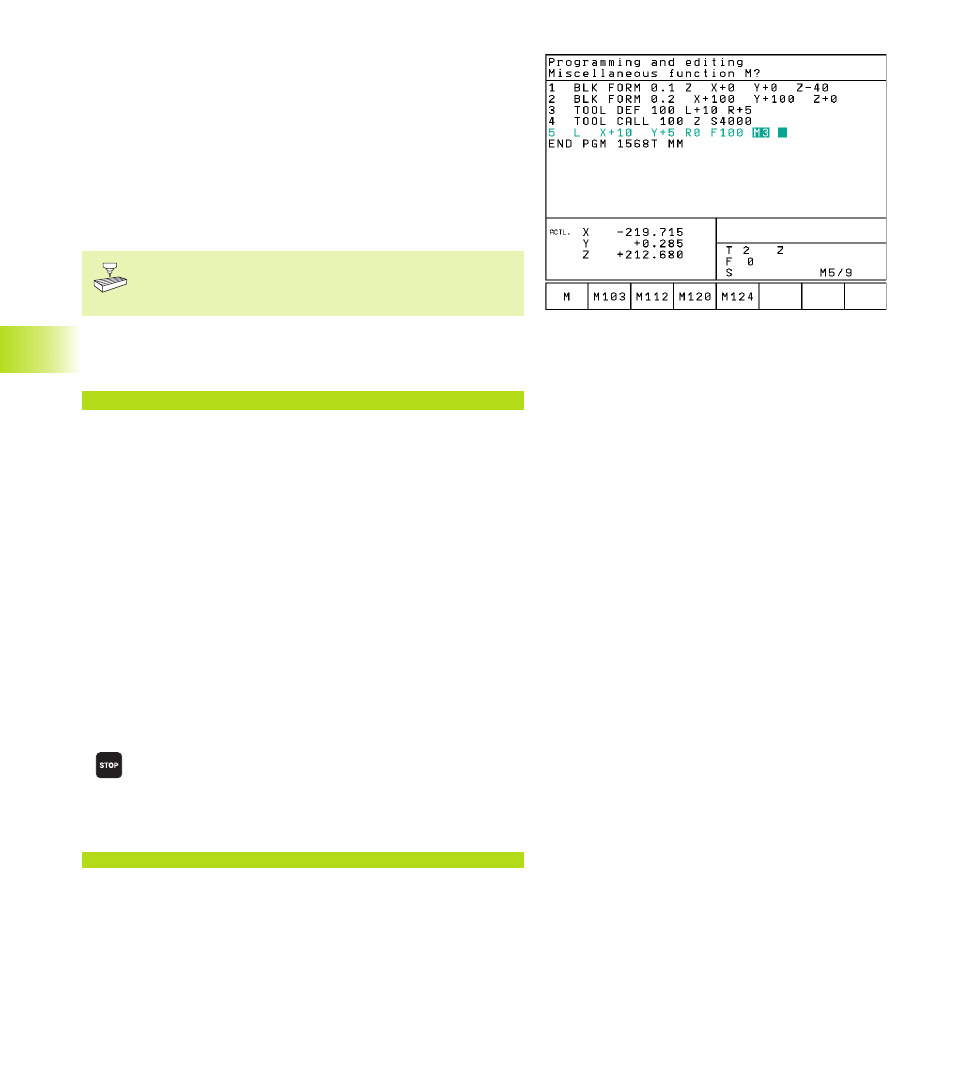
M functions are always entered at the end of a positioning block or
with the soft key M.The TNC then displays the following dialog
question:
Miscellaneous function M ?
You usually enter only the number of the M function in the
programming dialog. For M functions that you can select directly
via soft key, the dialog is continued so that you can enter
parameters for the function.
In the operating modes Manual and Electronic Handwheel, you
enter the miscellaneous functions with the soft key M. With the NC
start key the TNC executes the entered M function immediately.
Please note that some F functions become effective at the start of
a positioning block, and other at the end.
M functions come into effect in the block in which they are called.
Unless the M function is only effective blockwise, it is canceled in a
subsequent block or at the end of program. Some M functions are
effective only in the block in which they are called.
Entering an M function in a STOP block
If you program a STOP block, the program run or test run is
interrupted at the block, for example for tool inspection. You can
also enter an M function in a STOP block:
ú
To program an interruption of program run,
press the STOP key.
ú
Enter miscellaneous function M
Resulting NC block
87 STOP M5
7.
1 Ent
er
ing Miscellaneous F
unctions M and S
T
O
P