HEIDENHAIN TNC 410 User Manual
Page 158
145
HEIDENHAIN TNC 410
ú
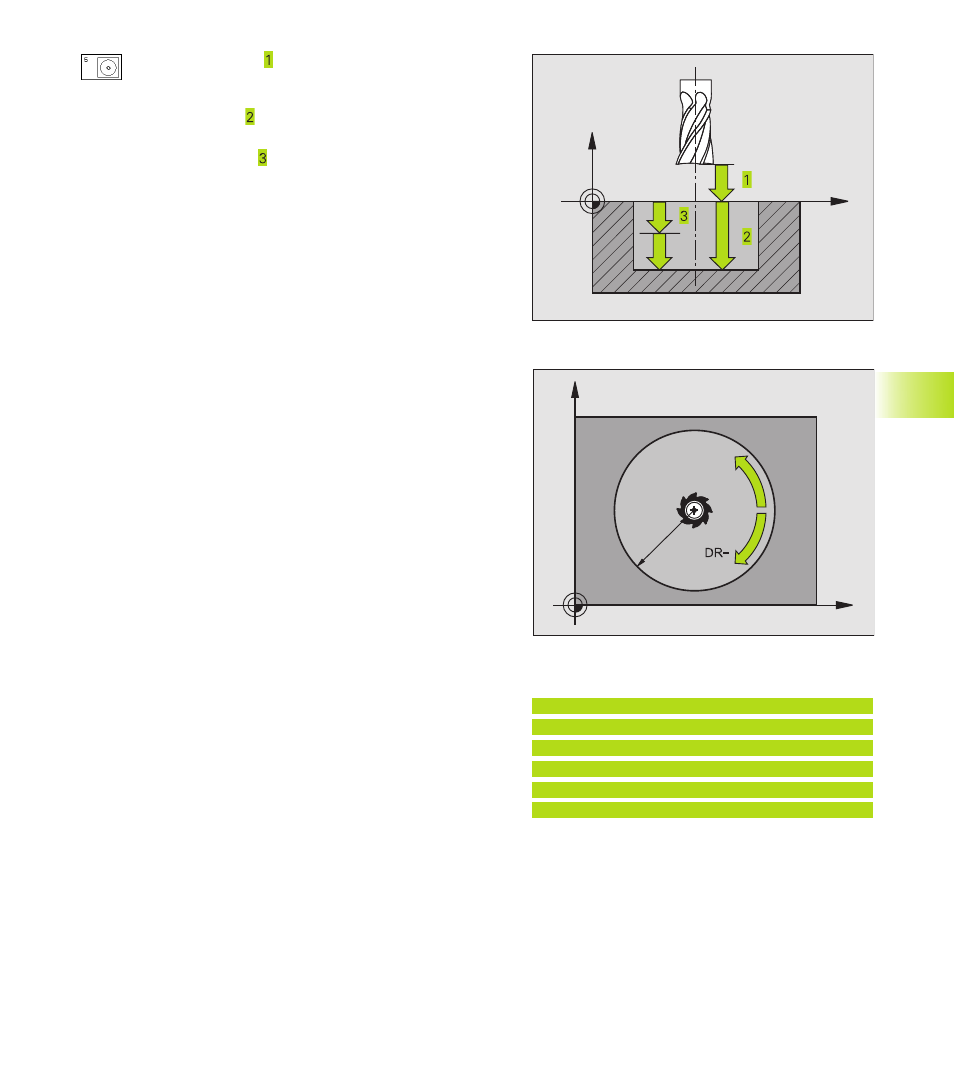
Setup clearance (incremental value): Distance
between tool tip (at starting position) and workpiece
surface
ú
Milling depth (incremental value): Distance between
workpiece surface and bottom of pocket
ú
Plunging depth (incremental value):
Infeed per cut. The tool will advance to the depth in
one movement if:
■
the plunging depth equals the depth
■
the plunging depth is greater than the depth
ú
Feed rate for plunging: Traversing speed of the tool
during penetration
ú
CIRCLE RADIUS: Radius of the circular pocket
ú
Feed rate F: Traversing speed of the tool in the
working plane
ú
Direction of the milling path
DR + : climb milling with M3
DR – : up-cut milling with M3
8.4 Cy
cles f
or Milling P
o
c
k
ets,
St
uds and Slots
X
Y
DR+
R
X
Z
Example NC blocks:
36 CYCL DEF 5.0 CIRCULAR POCKET
37 CYCL DEF 5.1 SET UP 2
38 CYCL DEF 5.2 DEPTH -20
39 CYCL DEF 5.3 PLNGNG 5 F100
40 CYCL DEF 5.4 RADIUS 40
41 CYCL DEF 5.5 F250 DR+
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)